摘 要:一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,涉及纺织生产技术领域,由粘胶纤维与亚麻纤维混合后,经清花、梳棉、并条工序做成混合纤维条,通过气流纺做成气流纺纱,再与粘胶长丝在并纱机并合,在倍捻机上做成股线;其中粘胶纤维含量40%-46%,亚麻纤维33%-39%,粘胶长丝15%-27%,粘胶/亚麻混合气流纺纱与长丝并合成股线规格为粘胶/亚麻/55/45 48.9tex+120DR。本发明将吸湿性与抱合力优良的粘胶纤维与纤维刚性大、抱合力差的亚麻纤维混纺,改善亚麻适纺性能差不足,实现普通气流纺纱品质升级,其股线结构紧密、毛羽少、强力高,纱线强中带柔,均匀滑爽,做出面料兼具弹性柔软,贴肤吸汗,抗菌耐磨,跻身夏秋服饰中品质高端行列,丰富气流纺产品品种。
权利要求书
1.一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,其特征在于,所述粘胶/亚麻混合气流纺纱与长丝并合成股线由粘胶纤维与亚麻纤维混合后,经清花、梳棉、并条工序做成混合纤维条,通过气流纺做成气流纺纱,再与粘胶长丝在并纱机并合,在倍捻机上做成股线;
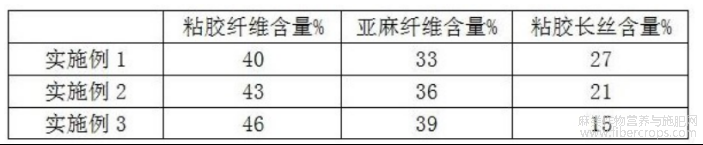
所述粘胶/亚麻混合气流纺纱与长丝并合成股线中粘胶纤维含量占混纺股线总重量的40%-46%,亚麻纤维含量占混纺股线总重量的33%-39%,粘胶长丝含量占混纺股线总重量的15%-27%,所述粘胶/亚麻纤维混合比为55/45。
2.根据权利要求1所述的一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,其特征在于,包括以下步骤:
①、亚麻纤维的抗静电软化处理:在与粘胶纤维混纺前,对亚麻纤维原料做抗静电软化处理,将和毛油与温水混合,向亚麻纤维原料喷洒和毛油溶液,经12小时的软化处理后,将亚麻纤维与粘胶纤维原料按比例投入圆盘内,由人工松散,均匀混合;
②、清花工艺:按照勤抓少抓、多梳少落的工艺原则,设定各打手的转速及各尘棒处的隔距,A002D抓棉机的打手刀片伸出肋条2mm,打手转速设定750转/分,FA106C豪猪开棉机梳针打手的速度设定为380转/分,打手下的各组尘棒间隔距调小,分别为进口一组5mm、中间一组7mm、出口一组9mm,以减少纤维的落量;经A092A型双给棉机到A076C单打手成卷机,三翼综合打手的转速设定700转/分,粘麻混合卷的定量设定为380克/米,卷子均匀无破洞;
③、梳棉工艺:按照柔性梳理、少落多转移的工艺原则,配置刺辊、锡林、道夫及盖板的针布型号,刺辊刺条选用AT5610×056109,锡林针布选用AC2030×01740,道夫针布选用AD4030×02090,盖板针布选用MCB40型;给棉板与刺辊间隔距放大至0.65mm,除尘刀安装角为90度,高度平机框或以上,小漏底入口隔距放大至9mm,锡林-盖板间的5点隔距分别为0.25mm、0.23mm、0.23mm、0.23mm、0.25mm,减轻针齿充塞的负荷;盖板低速转动,控制盖板花数量;锡林/刺辊转速按280/560转/分设置,道夫按18转/分运行,生条干定量22克/5m,棉网张力适度,棉网顺利转移,无返花、无云斑、无破洞,生条卷装成形良好;
④、并条工艺:按照递减牵伸、理顺平行的工艺原则,头并喂入8根生条并合牵伸,二并喂入6根并合牵伸,后区牵伸倍数头并大于二并,头并罗拉隔距16mm×26mm,二并罗拉隔距14mm×24mm,二并熟条干定量设计为25克/5m,两道并条机的压辊车速250米/分;
⑤、气流纺工艺:设备选用国产泰坦气流纺,采用较大捻度、小牵伸的工艺原则,给棉板加压比纺纯棉时大15%-20%,增加对纤维的握持;工艺负压6000pa-7000pa,排杂负压1500pa-2000pa;加大纺杯的真空度,纺杯使用OK36型直径为Φ51mm,纺杯转速60000转/分,分梳辊OS21型号,转速设为7000转/分;捻系数设为460,采用刻槽阻捻盘,提高加捻效率,减少断头;每班清洁气流纺两遍,梳纤通道、纺杯清洁,无积尘;
⑥、定置加捻工艺:外购粘胶120D长丝进行加捻:加成Z捻向50捻/10cm,采用长丝倍捻机泰坦XB318机型,配置伺服电机,齿轮反向转动,对粘胶长丝加成Z捻,用蒸纱锅干蒸1小时,充分释放扭矩;
⑦、并纱工艺:将粘胶/亚麻混和气流纺纱与加成50捻的粘胶长丝在并纱机上并合,调整纱与长丝的张力设置差异,使其张力一致,控制辫子纱产生;
⑧、捻线工艺:捻线时,手感目测没有小辫子纱,控制捻线的弱捻及捻接不良现象;采用5000转/分中低速运行,减少露粘胶长丝现象;或在超喂罗拉下加装乌斯特电清,切掉露粘胶长丝的部分,再用空捻或水捻去接头。
3.根据权利要求1所述的一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,其特征在于,所述粘胶纤维规格为1.33dtex×38mm,其比电阻为7.0×107Ω·cm,回潮12.7%,断裂强度2.17cN/dtex;所述亚麻纤维长27mm,断裂强度48.5cN/dtex,回潮率10.3%,细度2100公支,短绒率达23%以上;所述粘胶长丝为120D粘胶长丝。
4.根据权利要求1所述的一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,其特征在于,所述粘胶/亚麻混合气流纺纱为48.9tex气流纺纱,粘胶/亚麻混合气流纺纱与长丝并合成股线的捻系数设计为410;所述粘胶/亚麻混合气流纺纱与长丝并合成股线规格为粘胶/亚麻/55/45 48.9tex+120DR。
技术领域
本发明涉及纺织生产技术领域,具体地说是一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺。
背景技术
作为一种新型纺纱工艺,气流纺纱有着产量高、卷装大、工序短的特点,气流纺纱由于其凝聚、剥取及加捻过程的特殊性,其适纺产品多以纯棉短纤维为主,产品以粗号纯棉纱居多,而气流纺细号纱及混纺纱较少,产品种类受限。
要打破气流纺纱采用传统的棉纤维下脚料作为原料的惯性思维方式,就要从改善纱支结构、提升气流纺纱线的质量着手,采用差别化纤维、麻、丝等做原料,将粘胶纤维与亚麻纤维混合制作气流纺纱,开发多种功能不同的纱线,实现普通气流纺纱的产品升级。因此,研究一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺就显得尤为重要。
发明内容
为克服现有技术的不足,本发明的发明目的在于提供一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,将粘胶纤维与亚麻纤维混纺制作气流纺纱,进而与长丝并合生产股线,以克服气流纺设备无法实现纤维混纺的短板,丰富气流纺纱产品品种。
为实现上述发明目的,本发明的一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,所述粘胶/亚麻混合气流纺纱与长丝并合成股线由粘胶纤维与亚麻纤维混合后,经清花、梳棉、并条工序做成混合纤维条,通过气流纺做成气流纺纱,再与粘胶长丝在并纱机并合,在倍捻机上做成股线;
所述粘胶/亚麻混合气流纺纱与长丝并合成股线中粘胶纤维含量占混纺股线总重量的40%-46%,亚麻纤维含量占混纺股线总重量的33%-39%,粘胶长丝含量占混纺股线总重量的15%-27%,所述粘胶/亚麻纤维混合比为55/45。
进一步的,一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,包括以下步骤:
①、亚麻纤维的抗静电软化处理:在与粘胶纤维混纺前,对亚麻纤维原料做抗静电软化处理,将和毛油与温水混合,向亚麻纤维原料喷洒和毛油溶液,经12小时的软化处理后,将亚麻纤维与粘胶纤维原料按比例投入圆盘内,由人工松散,均匀混合;
②、清花工艺:按照勤抓少抓、多梳少落的工艺原则,设定各打手的转速及各尘棒处的隔距,A002D抓棉机的打手刀片伸出肋条2mm,打手转速设定750转/分,FA106C豪猪开棉机梳针打手的速度设定为380转/分,打手下的各组尘棒间隔距调小,分别为进口一组5mm、中间一组7mm、出口一组9mm,以减少纤维的落量;经A092A型双给棉机到A076C单打手成卷机,三翼综合打手的转速设定700转/分,粘麻混合卷的定量设定为380克/米,卷子均匀无破洞;
③、梳棉工艺:按照柔性梳理、少落多转移的工艺原则,配置刺辊、锡林、道夫及盖板的针布型号,刺辊刺条选用AT5610×056109,锡林针布选用AC2030×01740,道夫针布选用AD4030×02090,盖板针布选用MCB40型;给棉板与刺辊间隔距放大至0.65mm,除尘刀安装角为90度,高度平机框或以上,小漏底入口隔距放大至9mm,锡林-盖板间的5点隔距分别为0.25mm、0.23mm、0.23mm、0.23mm、0.25mm,减轻针齿充塞的负荷;盖板低速转动,控制盖板花数量;锡林/刺辊转速按280/560转/分设置,道夫按18转/分运行,生条干定量22克/5m,棉网张力适度,棉网顺利转移,无返花、无云斑、无破洞,生条卷装成形良好;
④、并条工艺:按照递减牵伸、理顺平行的工艺原则,头并喂入8根生条并合牵伸,二并喂入6根并合牵伸,后区牵伸倍数头并大于二并,头并罗拉隔距16mm×26mm,二并罗拉隔距14mm×24mm,二并熟条干定量设计为25克/5m,两道并条机的压辊车速250米/分;
⑤、气流纺工艺:设备选用国产泰坦气流纺,采用较大捻度、小牵伸的工艺原则,给棉板加压比纺纯棉时大15%-20%,增加对纤维的握持;工艺负压6000pa-7000pa,排杂负压1500pa-2000pa;加大纺杯的真空度,纺杯使用OK36型直径为Φ51mm,纺杯转速60000转/分,分梳辊OS21型号,转速设为7000转/分;捻系数设为460,采用刻槽阻捻盘,提高加捻效率,减少断头;每班清洁气流纺两遍,梳纤通道、纺杯清洁,无积尘;
⑥、定置加捻工艺:外购粘胶120D长丝进行加捻:加成Z捻向50捻/10cm,采用长丝倍捻机泰坦XB318机型,配置伺服电机,齿轮反向转动,对粘胶长丝加成Z捻,用蒸纱锅干蒸1小时,充分释放扭矩;
⑦、并纱工艺:将粘胶/亚麻混和气流纺纱与加成50捻的粘胶长丝在并纱机上并合,调整纱与长丝的张力设置差异,使其张力一致,控制辫子纱产生;
⑧、捻线工艺:捻线时,手感目测没有小辫子纱,控制捻线的弱捻及捻接不良现象;采用5000转/分中低速运行,减少露粘胶长丝现象;或在超喂罗拉下加装乌斯特电清,切掉露粘胶长丝的部分,再用空捻或水捻去接头。
进一步的,一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,所述粘胶纤维规格为1.33dtex×38mm,其比电阻为7.0×107Ω·cm,回潮12.7%,断裂强度2.17cN/dtex;所述亚麻纤维长27mm,断裂强度48.5cN/dtex,回潮率10.3%,细度2100公支,短绒率达23%以上;所述长丝为120D粘胶长丝。
进一步的,一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,所述粘胶/亚麻混合气流纺纱为48.9tex气流纺纱,粘胶/亚麻混合气流纺纱与长丝并合成股线的捻系数设计为410;所述粘胶/亚麻混合气流纺纱与长丝并合成股线规格为粘胶/亚麻/55/45 48.9tex+120DR。
与现有技术相比,本发明将吸湿性与抱合力优良的粘胶纤维与纤维刚性大、抱合力差的亚麻纤维混纺,可改善亚麻适纺性能差的不足,充分发挥亚麻纤维吸湿散热、保健抑菌、防污抗静电的特性,在生产前先对亚麻原料进行软化处理,再与粘胶原料人工混合,随后经清花、梳棉工序开松除杂,在并条工序对纤维进一步混合和理顺,经气流纺设备制作成粘胶/亚麻混纺气流纺纱,最后与加捻的粘胶长丝并合做成股线,实现了普通气流纺纱的品质升级。本发明粘胶/亚麻混合气流纺纱与长丝并合成股线结构紧密、毛羽少、强力高,综合性能优良,纱线强中带柔,均匀滑爽,做出的面料兼具弹性柔软,贴肤吸汗,抗菌耐磨,着装大气,跻身夏秋服饰中品质高端行列,丰富了气流纺产品品种。
具体实施方式
下面结合实施例对本发明的具体实施方式作进一步详细的说明。
本发明一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,所述粘胶/亚麻混合气流纺纱与长丝并合成股线由粘胶纤维与亚麻纤维混合后,经清花、梳棉、并条工序做成混合纤维条,通过气流纺设备做成气流纺纱,再与粘胶长丝在并纱机并合,在倍捻机上做成股线;
所述粘胶/亚麻混合气流纺纱与长丝并合成股线中粘胶纤维含量占混纺股线总重量的40%-46%,亚麻纤维含量占混纺股线总重量的33%-39%,粘胶长丝含量占混纺股线总重量的15%-27%,所述粘胶/亚麻纤维混合比为55/45。
优选的,一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,所述粘胶纤维规格为1.33dtex×38mm,其比电阻较小,约为7.0×107Ω·cm,回潮较大约12.7%,断裂强度2.17cN/dtex;粘胶纤维吸湿性与纤维间的抱合力优良,具有较好的可纺特性,与亚麻纤维混合生产时,可很好的提高亚麻的适纺性能。
所述亚麻纤维平均长约27mm,断裂强度48.5cN/dtex,回潮率10.3%,细度约2100公支,短绒率达23%以上;亚麻纤维具有吸湿散热、保健抑菌、防污抗静电的特性,其纯纺或混纺织物从衬衣面料,到装饰用布、工业特种用布等都有广泛的用途,作为天然纤维,其纤维刚性较大,抱合力较差,单独生产的适纺性能差,且在梳棉分梳过程中,稍短纤维易落掉,成网成条困难,但通过与其他纤维按一定比例混纺时,其适纺性能则可大大提高,混纺织物更具高端而独树一帜。
所述长丝为120D粘胶长丝;120D粘胶长丝是一种以棉或其它天然纤维为原料生产的普通长丝,具有粘胶纤维的一般特性,其较高的强度和耐磨性用于服装面料,具有光滑凉爽、透气、抗静电、染色绚丽等特性,在与粘胶/亚麻气流纺纱进行并捻处理后,其混合纱线条干可得到改善,强力提高也明显,织物的使用范围更广泛。
优选的,一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,所述粘胶/亚麻混合气流纺纱为48.9tex气流纺纱,粘胶/亚麻混合气流纺纱与长丝并合成股线的捻系数设计为410;所述粘胶/亚麻混合气流纺纱与长丝并合成股线规格为粘胶/亚麻/55/45 48.9tex+120DR。
本发明粘胶/亚麻混合气流纺纱与长丝并合成股线可以是表一实施例中的任一组:
表一
优选的,一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,主要包括以下步骤:
①、亚麻纤维的抗静电软化处理:亚麻纤维整齐度较差,刚性大,含短绒较多,单独经过清花梳棉的开松与分梳,纤维受打击后,落量增加,且纤维抱合力差,成网成条困难,所以在与粘胶纤维混纺前,要单独对亚麻纤维原料做抗静电软化处理。将按亚麻纤维投入量的2%的和毛油与温水混合,将混合溶液均匀地喷洒到所投入的亚麻纤维中,经12小时的软化处理后,将亚麻纤维与粘胶纤维原料按比例投入A002D抓棉机圆盘内,由人工松散,均匀混合;考虑到亚麻纤维短绒含量较多,在清梳工序的落量损失会大些,在投料时,可将亚麻纤维的投入量增加2%-3%,以确保两种纤维的混合比例。
②、清花工艺:针对粘胶与亚麻两种纤维的特性,考虑到人工混合的特殊性,按照勤抓少抓、多梳少落的工艺原则,设定各主要打手的转速及各主要尘棒处的隔距,A002D抓棉机的打手刀片伸出肋条2mm,打手转速设定750转/分,FA106C豪猪开棉机梳针打手的速度设定为380转/分,对原料进一步开松,减轻纤维的损伤,打手下的各组尘棒间隔距适当调小,分别为进口一组5mm、中间一组7mm、出口一组9mm,以减少纤维的落量;经A092A型双给棉机到A076C单打手成卷机,三翼综合打手的转速设定700转/分,粘麻混合卷的定量设定为380克/米,要求卷子均匀无破洞,紧实不泡大,然后用塑料包布包裹好。
③、梳棉工艺:按照柔性梳理、少落多转移的工艺原则,配置刺辊、锡林、道夫及盖板的针布型号,考虑到针布使用的长期性及通用性,为确保粘麻的有效分梳与成条,刺辊刺条选用AT5610×056109,锡林针布选用AC2030×01740,道夫针布选用AD4030×02090,盖板针布选用MCB40型,这些针布的选用使纤维分梳柔和,转移顺畅,针齿不宜充塞短绒。然后确定刺辊锡林的分梳速度及其各点的分梳隔距,两种纤维原料经清花混合后,纤维间的缠绕与抱合得到一定的改善,为充分梳理且不过多的损伤纤维而增加更多的短绒,在主要隔距中,给棉板与刺辊间隔距适当放大至0.65mm,除尘刀安装角为90度,高度平机框或以上,小漏底入口隔距放大至9mm,锡林-盖板间的5点隔距,一般比纺纯棉时的5点隔距要大,即分别为0.25mm、0.23mm、0.23mm、0.23mm、0.25mm,以减轻针齿充塞的负荷;盖板低速转动,控制盖板花数量;锡林/刺辊转速按280/560转/分设置,道夫按18转/分运行,生条干定量22克/5m,注意棉网张力要适度,以确保棉网顺利转移,无返花、无云斑、无破洞,生条卷装成形良好。
④、并条工艺:按照递减牵伸、理顺平行的工艺原则,设计两道牵伸,头并喂入8根生条并合牵伸,二并喂入6根并合牵伸,后区牵伸倍数头并大于二并,头二道主牵伸隔距按递减设置,考虑到亚麻纤维中含有部分约50mm长的长纤维,头并罗拉隔距16mm×26mm,二并罗拉隔距14mm×24mm确保纤维牵伸平稳顺畅,二并熟条干定量设计为25克/5m,两道并条机的车速(压辊)250米/分,要注意防范皮辊带花。
⑤、气流纺工艺:设备选用国产泰坦气流纺,采用较大捻度、小牵伸的工艺原则,麻纤维粗硬,刚性大,模量大,与金属的摩擦系数小,给棉板加压比纺纯棉时大15%-20%,增加对纤维的握持;工艺负压6000pa-7000pa,排杂负压1500pa-2000pa;考虑粘胶纤维、亚麻纤维比一般的落棉、地脚花、斩刀花等生产气流纺的原料长度长,为了防止纤维堆积,需要加大纺杯的真空度,纺杯使用OK36型直径为Φ51mm,纺杯转速60000转/分,分梳辊OS21型号,转速设为7000转/分,有利纤维转移,减少竹节纱疵;捻系数设为460,采用刻槽阻捻盘,可提高加捻效率,减少断头,其混纺纱柔而有强力,条干水平达上乘。坚持每班清洁气流纺两遍,保证梳纤通道、纺杯清洁,无积尘、无挂花。
⑥、定置加捻工艺:外购粘胶120D长丝进行Z向加捻:加成捻度为50捻/10cm,采用长丝倍捻机泰坦XB318机型,对设备进行改造,拿掉部分传送齿轮,配置伺服电机,因长丝倍捻机与短纤倍捻机一样,加的是S捻,而气流纺混纺纱为Z捻,与120D粘胶长丝要做成倍捻S捻,在S捻上加S捻,会增加粘胶长丝扭矩,导致捻线与粘胶/亚麻混纺纱的伸长不同。为避免同向加捻产生小辫子纱,加捻120D粘胶长丝时,则需对伺服电机进行改动,使齿轮反向转动,对长丝加成Z捻,再用蒸纱锅干蒸(设置85度温度)1小时,可充分释放扭矩,120D粘胶长丝的定置加捻是做好股线的关键要因。
⑦、并纱工艺:将粘胶/亚麻混和气流纺纱与加成50捻的粘胶长丝在并纱机上并合,调整纱与长丝的张力设置差异,使其张力一致,以控制小辫子纱的产生。
⑧、捻线工艺:捻线时,手感目测没有小辫子纱,要控制好捻线的弱捻及捻接不良等现象;由于粘胶/亚麻混和气流纺纱中含有不明显的竹节,在竹节地方,捻度小、强力低,经过刮擦,很容易断,造成捻线部分长度段时有露粘胶长丝现象,为此采用5000转/分中低速运行,以减少露粘胶长丝现象;或者对设备进行改造,在超喂罗拉下加装乌斯特电清,切掉露粘胶长丝的部分,再用空捻或水捻去接头。
本发明采用的棉纺设备均是棉纺织常用的一般设备,设备选择可适配性强;各工序中的工艺参数是根据纱支所选择的纤维特性、纱条定量、各设备机型等而定,以方便操作。为确保粘胶/亚麻55/45 48.9tex+120DR50的捻线能正常生产,相应的各工序设备配置及工艺流程为:
粘胶+亚麻混纺气流纺纱:A002D抓棉机-FA106C豪猪开棉机-A045B凝棉器-A092A型双箱给棉机-A076C单打手成卷机-A186D梳棉机-FA317并条机(两道)-TQF268气流纺;
120D粘胶长丝经XB318长丝倍捻机加捻(50捻/10cm);
粘胶/亚麻气流纺混纺纱+120D(R50捻)-RF231B并纱机-RF321B捻线机。
下表二是采用本发明工艺生产粘胶/亚麻55/45 48.9tex+120DR50的捻线的试验测试数据。
表二
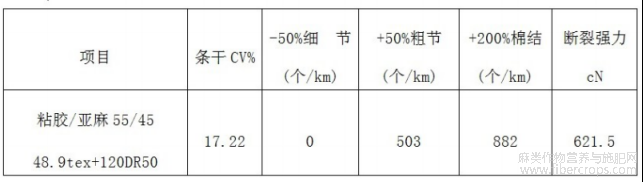
本发明针对粘胶纤维、亚麻纤维的各自性能特点,在生产前先对亚麻原料进行软化处理,随后与粘胶原料由人工混合,再经清花、梳棉工序进行开松除杂,在并条对纤维进一步混合和理顺,经气流纺设备制作成粘胶/亚麻混纺气流纺纱,而通过与特殊处理的粘胶长丝并合做成股线,主要用于夏秋面料用纱,其所织造的混纺纱面料,具有吸汗透气、抗菌保健、不易起皱的特点,其混合股线结构紧密、手感柔和,毛羽少、纱线强力高,股线可完全满足于秋冬服饰面料质量要求,兼具弹性柔软,着装大气,更具高端品质感,实现了普通气流纺纱的品质升级。
文章摘自国家发明专利,一种粘胶/亚麻混合气流纺纱与长丝并合成股线生产工艺,发明人:刘建农,范永刚,刘沙,彭志龙,申请号:202411553490.8,申请日:2024.11.02。
