摘 要:本发明属于高性能纤维复合材料技术领域,具体涉及一种低介电苎麻纤维增强聚碳酸酯复合材料制备方法;首先,制备表面修饰有丙烯酸酯型双键的苎麻纤维;以丙烯酸酯型苎麻纤维与苯乙烯和异戊二烯共聚制备聚(苯乙烯-异戊二烯)改性苎麻纤维;然后,将聚苯醚与聚(苯乙烯-异戊二烯)改性苎麻纤维混合均匀后加入料斗,以双螺杆挤出机制备聚苯醚/苎麻纤维合金,把聚苯醚/苎麻纤维合金与聚碳酸酯混合均匀后加入料斗,以双螺杆挤出机制备低介电苎麻纤维增强聚碳酸酯复合材料,改性苎麻纤维聚合物的分子量可调,苯乙烯和异戊二烯的比例可调,聚苯乙烯链段能有效提高苎麻纤维与聚苯醚的相容性,聚异戊二烯链段能有效提升聚苯醚/苎麻纤维合金的韧性。
权利要求书
1.一种低介电苎麻纤维增强聚碳酸酯复合材料制备方法,其特征在于:包括如下具体步骤:
(1)把苎麻纤维放置于氢氧化钠溶液中浸泡一段时间,用自来水冲洗后放置于真空烘箱中烘干,切成短纤维,把短切纤维放入带有机械搅拌和恒压滴液漏斗的反应釜中,再次抽真空加热烘干,待反应釜降至室温,充入干燥、纯度为99.99%氮气,在搅拌条件下从恒压滴液漏斗加入丙烯酰氯,使苎麻纤维表面羟基与丙烯酰氯反应,出料后,加水洗涤,并且在真空烘箱中烘干,得到丙烯酸酯型苎麻纤维;
(2)把丙烯酸酯型苎麻纤维、苯乙烯和异戊二烯加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,再将引发剂偶氮二异丁腈(AIBN)溶解于少量苯乙烯和异戊二烯的混合液中后分批次加入,升温进行聚合反应,反应5-10小时后,反应液黏度急剧增大,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维,把聚(苯乙烯-异戊二烯)改性的苎麻纤维、聚苯醚、抗氧剂1010加入到混料机中混匀后,用双螺杆挤出机挤出,造粒得到聚苯醚/苎麻纤维合金;
(3)把聚苯醚/苎麻纤维合金与聚碳酸酯加入到混料机中混匀后,用双螺杆挤出机挤出,造粒得到低介电苎麻纤维增强聚碳酸酯复合材料。
2.根据权利要求1所述的一种低介电苎麻纤维增强聚碳酸酯复合材料制备方法,其特征在于:步骤(1)中,所述苎麻纤维的原生直径为20-70μm,干燥后含水率不超过0.5%,氢氧化钠的浓度为(1.5-2.5)wt%,真空烘箱的温度设定为80-90 oC,短纤维的长度为5-10mm,在反应釜中抽真空的烘干温度设定为90-100 oC,干燥后含水率不超过0.08%,苎麻纤维与丙烯酰氯的质量比为1:(0.05-0.2),从恒压滴液漏斗滴加的时间为0.5-1h,反应时间为1-2h,加水洗涤3-5次后,在真空烘箱中烘干的设定温度为80-90 oC,含水率不超过0.5%。
3.根据权利要求1所述的一种低介电苎麻纤维增强聚碳酸酯复合材料制备方法,其特征在于:步骤(2)中,丙烯酸酯型苎麻纤维:苯乙烯:异戊二烯质量比为10:(2-10):(2-10),AIBN的用量为苯乙烯和异戊二烯总质量的(0.2-1)%,反应温度为65-80 oC,反应时间为5-10h,产物熔体黏度为8000-10000Pa s。
4.根据权利要求1所述的一种低介电苎麻纤维增强聚碳酸酯复合材料制备方法,其特征在于:步骤(2)中,聚(苯乙烯-异戊二烯)改性的苎麻纤维、聚苯醚、抗氧剂1010的质量比为10:(10-30):(0.05-0.2),螺杆挤出机料筒、螺杆和机头温度范围分别为:(240-250 oC)、(255-265 oC)、(255-260 oC),螺杆转速为150-200rmp/min。
5.根据权利要求1所述的一种低介电苎麻纤维增强聚碳酸酯复合材料制备方法,其特征在于:步骤(3)中,聚碳酸酯为市售双酚A型,分子量为(2-6)×104g/mol,密度为1.20-1.22g/cm3,干燥后吸水率不高于0.03%;聚碳酸酯与聚苯醚苎麻合金的质量比为:10:(2-20);螺杆挤出机料筒、螺杆和机头温度范围分别为:(230-245 oC)、(255-265 oC)、(250-260 oC),螺杆转速为150-200rmp/min。
技术领域
本发明属于高性能纤维及制品和复合材料技术领域,具体涉及一种低介电苎麻纤维增强聚碳酸酯复合材料制备方法。
背景技术
第5代移动(5G)通信需要大量使用低介电常数(Dk)和低介电损耗(Df)的传播介质材料,以减少周围材料的干扰和吸收,尽量避免信号延迟和失真(L.Wang,H.Jin,F.Zhang,S.Ma.Research Progress on Engineering Low-Dielectric Polymer Resins.ACS Appl.Mater.Interfaces,2026,18,4667-4684)。聚碳酸酯具有优良的介电性能和抗冲击韧性,通过纤维增强可进一步提高其刚性与强度、改善耐疲劳与耐应力开裂性,在5G通信电子电器外框、中框和基站天线罩等部件中应用的非常广泛(Y.Zhou.Materialfoundation for future 5G technology.Acc.Mater.Res.2021,2,306-310)。在各种增强纤维中,天然纤维密度小(约1.2-1.6g/cm3),而且具有优良的可降解能力。另外,生产天然纤维消耗的能源只有生产玻纤消耗能源的约80%。因此,以天然纤维增强聚碳酸酯具有很大的优势。在之前的研究中,周川公开了一种聚碳酸酯/天然纤维复合材料及其制备方法(申请公布号:CN 103788617 A),成功制备了剑麻纤维、黄麻纤维和亚麻纤维增强的聚碳酸酯/天然纤维复合材料。我们也公开了一种聚碳酸酯/苎麻纤维复合材料及其制备方法(申请公布号:CN 118515960 A)。但是,目前以天然纤维增强聚碳酸酯的介电性能较差,不能满足5G通信对材料低Dk和低Df的要求。
聚苯醚是Dk和Df最低的通用塑料之一,而且与聚碳酸酯有一定的相容性,以聚苯醚与聚碳酸酯共混可有效减低聚碳酸酯的Dk和Df值。但是,聚苯醚熔体黏度极大,加工性能差。通常使用聚苯乙烯改性聚苯醚,从而提高其加工性能,但是聚苯醚/聚苯乙烯共混材料较脆,韧性不足。还有报道以聚苯乙烯和聚丁二烯的共聚物改性聚苯醚,从而提高聚苯醚与聚苯乙烯共混物的韧性(汪晓东,张强,冯威,等.聚苯醚与SEBS及SEBS-g-MA共混物的相容性和力学性能.北京化工大学学报:自然科学版.2001,28,33-36)。但是,目前尚无任何低介电天然纤维增强聚碳酸酯复合材料的报道。
苎麻纤维具有热分解温度高、力学性能好、密度小等优点,具有“天然纤维之王”的美誉,本发明以聚(苯乙烯-异戊二烯)改性苎麻纤维,以改性的苎麻纤维与聚苯醚共混制备聚苯醚/苎麻纤维合金,再以聚苯醚/苎麻纤维合金与聚碳酸酯共混,制备低介电苎麻纤维增强聚碳酸酯复合材料。
发明内容
本发明的目的是针对苎麻纤维增强聚碳酸酯复合材料在5G通信领域应用的不足之处,提供一种低介电苎麻纤维增强复合材料制备方法,其特点在于①通过苎麻纤维表面的丙烯酸酯型双键与苯乙烯和异戊二烯共聚,制备聚(苯乙烯-异戊二烯)改性的苎麻纤维;
②通过苎麻纤维增强聚碳酸酯;③通过聚苯醚降低苎麻纤维增强聚碳酸酯的Dk和Df值。其中,苯乙烯和异戊二烯的比例可调,聚苯乙烯单元可以提高苎麻纤维与聚苯醚的相容性,并且提高聚苯醚/苎麻纤维合金的加工性能;聚异戊二烯单元可以提高聚苯醚/苎麻纤维合金的韧性。另外,以聚苯醚/苎麻纤维合金与聚碳酸酯共混,聚苯醚不仅可以降低复合材料的Dk和Df值,而且能提高苎麻纤维/聚碳酸酯复合材料的加工性能,以及苎麻纤维与聚碳酸酯的相容性,有效避免因加工温度过高导致苎麻纤维分解。本发明中使用的双螺杆挤出机为常规设备,不需要增加设备投入成本。
本发明提供的低介电苎麻纤维增强聚碳酸酯复合材料制备方法,(1)把苎麻纤维放置于氢氧化钠溶液中浸泡一段时间,用自来水冲洗后放置于真空烘箱中烘干,切成短纤维,把短切纤维放入带有机械搅拌和恒压滴液漏斗的反应釜中,再次抽真空加热烘干,待反应釜降至室温,充入干燥、纯度为99.99%氮气,在搅拌条件下从恒压滴液漏斗加入丙烯酰氯,使苎麻纤维表面羟基与丙烯酰氯反应,出料后,加水洗涤,并且在真空烘箱中烘干,得到丙烯酸酯型苎麻纤维;
(2)把丙烯酸酯型苎麻纤维、苯乙烯和异戊二烯加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,再将引发剂偶氮二异丁腈(AIBN)溶解于少量苯乙烯和异戊二烯的混合液中后分批次加入,升温进行聚合反应,反应5-10小时后,反应液黏度急剧增大,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维,把聚(苯乙烯-异戊二烯)改性的苎麻纤维、聚苯醚、抗氧剂1010加入到混料机中混匀后,用双螺杆挤出机挤出,造粒得到聚苯醚/苎麻纤维合金;
(3)把聚苯醚/苎麻纤维合金与聚碳酸酯加入到混料机中混匀后,用双螺杆挤出机挤出,造粒得到低介电苎麻纤维增强聚碳酸酯复合材料。
步骤(1)中,所述苎麻纤维的原生直径为20-70μm,干燥后含水率不超过0.5%,氢氧化钠的浓度为(1.5-2.5)wt%,真空烘箱的温度设定为80-90 oC,短纤维的长度为5-10mm。在反应釜中抽真空的烘干温度设定为90-100 oC,干燥后含水率不超过0.08%,苎麻纤维与丙烯酰氯的质量比为1:(0.05-0.2),从恒压滴液漏斗滴加的时间为0.5-1h,反应时间为1-2h,加水洗涤3-5次后,在真空烘箱中烘干的设定温度为80-90 oC,含水率不超过0.5%。
步骤(2)中,丙烯酸酯型苎麻纤维:苯乙烯:异戊二烯质量比为10:(2-10):(2-10),AIBN的用量为苯乙烯和异戊二烯总质量的(0.2-1)%,反应温度为65-80 oC,反应时间为5-10h,产物熔体黏度为8000-10000Pa s。聚(苯乙烯-异戊二烯)改性的苎麻纤维、聚苯醚、抗氧剂1010的质量比为10:(10-30):(0.05-0.2),螺杆挤出机料筒、螺杆和机头温度范围分别为:(240-250 oC)、(255-265 oC)、(255-260 oC),螺杆转速为150-200rmp/min。
步骤(3)中,聚碳酸酯为市售双酚A型,分子量为(2-6)×104g/mol,密度为1.20-1.22g/cm3,干燥后吸水率不高于0.03%。聚碳酸酯与聚苯醚苎麻合金的质量比为:10:(2-20)。螺杆挤出机料筒、螺杆和机头温度范围分别为:(230-245 oC)、(255-265 oC)、(250-260oC),螺杆转速为150-200rmp/min。
(1)把苎麻纤维放入(1.5-2.5)wt%的氢氧化钠溶液浸泡5-10h,用自来水冲洗3-5次后放入80-90 oC真空烘箱中烘干,再切成5-10mm短纤维。把短切纤维放入带有机械搅拌和恒压滴液漏斗的反应釜中,设定反应釜温度90-100 oC,抽真空1-2h,充入干燥氮气至反应釜压力与大气压相同。打开加料阀,在机械搅拌下,从恒压滴液漏斗中加入苎麻纤维总质量(0.05-0.2)的丙烯酰氯,滴加丙烯酰氯的时间为0.5-1h,滴加结束后继续搅拌反应1-2h。从反应釜中倒出苎麻纤维,用自来水洗涤3-5次,在80-90 oC的真空烘箱中干燥2-3h。
(2)将丙烯酸酯型苎麻纤维、苯乙烯和异戊二烯按照10:(2-10):(2-10)的质量比加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,再按照苯乙烯和异戊二烯总质量的(0.2-1)%称取AIBN,并用0.5份苯乙烯和异戊二烯的混合液(苯乙烯和异戊二烯的质量比1:1)溶解。按照5-10mL/min的速度向反应液鼓氮气15-30min,升高反应温度至65-80 oC,将引发剂份3-5次加入,时间间隔为50-60min。反应5-10h后,反应液黏度急剧增大,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维。
将聚(苯乙烯-异戊二烯)改性的苎麻纤维、聚苯醚、抗氧剂1010按照质量比10:(10-30):(0.05-0.2)加入到混料机中混匀后,加入到双螺杆挤出机的料斗,设置螺杆挤出机料筒、螺杆和机头温度范围分别为:(240-250 oC)、(255-265 oC)、(255-260 oC),螺杆转速为150-200rmp/min。熔融挤出后造粒,得到聚苯醚/苎麻纤维合金。
(3)将聚苯醚/苎麻纤维合金与聚碳酸酯按照10:(2-20)的质量比加入到混料机中混匀后,再加入到双螺杆挤出机的料斗。设置双螺杆挤出机料筒、螺杆和机头温度范围分别为:(230-245 oC)、(255-265 oC)、(250-260 oC),螺杆转速为150-200rmp/min。熔融挤出造粒后,得到低介电苎麻纤维增强聚碳酸酯复合材料。
本发明与现有技术相比,具有以下有益效果:
(1)苎麻纤维通过化学键与聚(苯乙烯-异戊二烯)分子链相接,不仅提高了苎麻纤维与高分子材料的界面作用力,还提高了复合材料的熔融流动性和韧性,降低了加工温度,提高了加工性能,可注射成力学性能较高的薄壁器件。
(2)苯乙烯和异戊二烯比例可调,可根据实际需要提高复合材料的熔融流动性和韧性。
(3)整个制备过程操作简单,无挥发性有机化合物和废气产生。可使用常规双螺杆挤出机,无需增加设备投入成本。
(4)苎麻纤维增强的聚碳酸酯复合材料的Dk和Df值大幅下降,抗应力开裂能力显著提升,注塑制品良品率提高。
附图说明
图1为本发明丙烯酸酯型苎麻纤维的制备过程示意图;

图1
图2为本发明聚苯醚/苎麻纤维合金的制备过程示意图;

图2
图3为本发明低介电苎麻纤维增强聚碳酸酯复合材料的制备过程示意图;

图3
图4为本发明实施例1中聚(苯乙烯-异戊二烯)改性苎麻纤维的红外谱图;
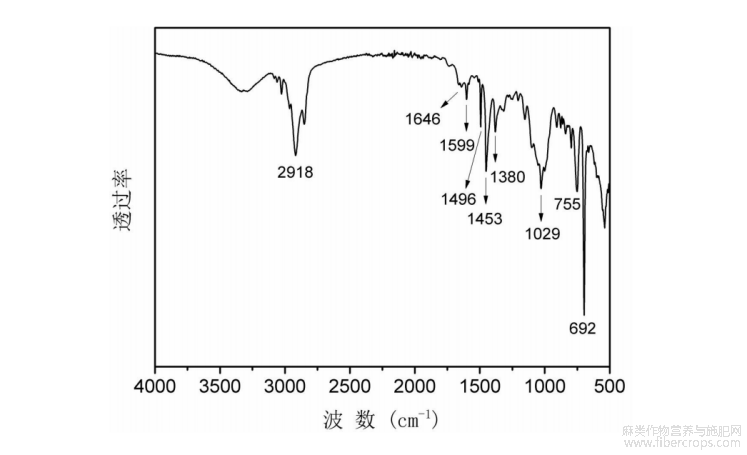
图4
图5实施例1中聚苯醚/苎麻纤维合金的红外谱图;
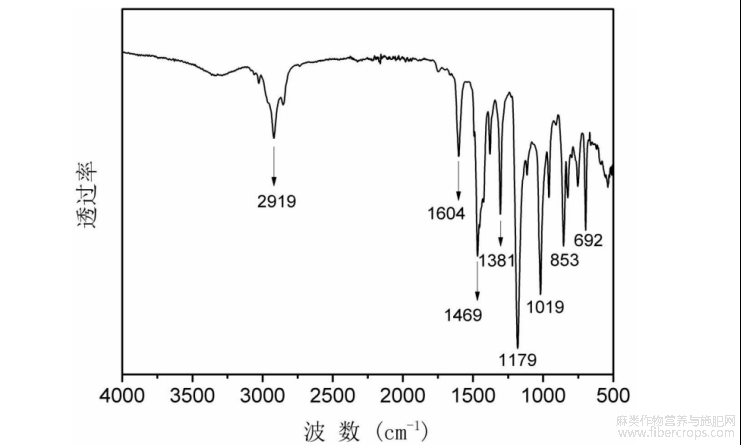
图5
图6实施例1中苎麻纤维增强聚碳酸酯复合材料的红外谱图。
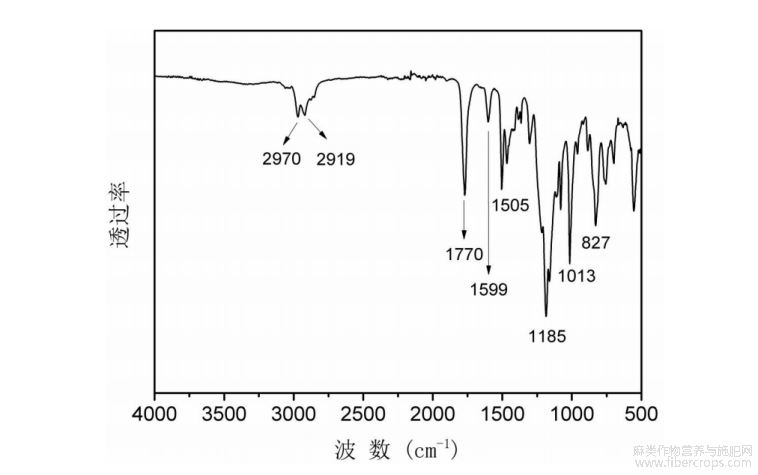
图6
图7实施例1中苎麻纤维增强聚碳酸酯复合材料的热失重图。
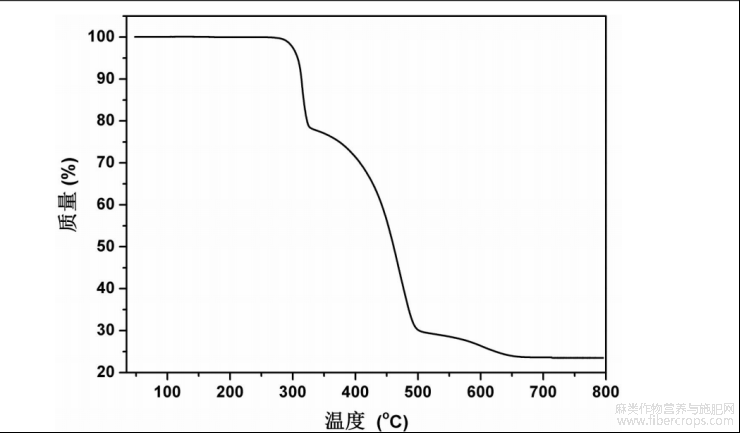
图7
具体实施方式
一种低介电苎麻纤维增强聚碳酸酯复合材料制备方法,包括如下具体步骤:
(1)把苎麻纤维放置于氢氧化钠溶液中浸泡一段时间,用自来水冲洗后放置于真空烘箱中烘干,切成短纤维。把短切纤维放入带有机械搅拌和恒压滴液漏斗的反应釜中,再次抽真空加热烘干,待反应釜降至室温,充入干燥、纯度为99.99%氮气,在搅拌条件下从恒压滴液漏斗加入丙烯酰氯,使苎麻纤维表面羟基与丙烯酰氯反应。出料后,加水洗涤,并且在真空烘箱中烘干,得到丙烯酸酯型苎麻纤维。
(2)把丙烯酸酯型苎麻纤维、苯乙烯和异戊二烯加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,再将引发剂偶氮二异丁腈(AIBN)溶解于少量苯乙烯和异戊二烯的混合液中后分批次加入,升温进行聚合反应,反应5-10小时后,反应液黏度急剧增大,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维。把聚(苯乙烯-异戊二烯)改性的苎麻纤维、聚苯醚、抗氧剂1010加入到混料机中混匀后,用双螺杆挤出机挤出,造粒得到聚苯醚/苎麻纤维合金。
(3)把聚苯醚/苎麻纤维合金与聚碳酸酯加入到混料机中混匀后,用双螺杆挤出机挤出,造粒得到低介电苎麻纤维增强聚碳酸酯复合材料。
步骤(1)中,所述苎麻纤维的原生直径为20-70μm,干燥后含水率不超过0.5%,氢氧化钠的浓度为(1.5-2.5)wt%,真空烘箱的温度设定为80-90 oC,短纤维的长度为5-10mm。在反应釜中抽真空的烘干温度设定为90-100 oC,干燥后含水率不超过0.08%,苎麻纤维与丙烯酰氯的质量比为1:(0.05-0.2),从恒压滴液漏斗滴加的时间为0.5-1h,反应时间为1-2h,加水洗涤3-5次后,在真空烘箱中烘干的设定温度为80-90 oC,含水率不超过0.5%。
步骤(2)中,丙烯酸酯型苎麻纤维:苯乙烯:异戊二烯质量比为10:(2-10):(2-10),AIBN的用量为苯乙烯和异戊二烯总质量的(0.2-1)%,反应温度为65-80 oC,反应时间为5-10h,产物熔体黏度为8000-10000Pa s。聚(苯乙烯-异戊二烯)改性的苎麻纤维、聚苯醚、抗氧剂1010的质量比为10:(10-30):(0.05-0.2),螺杆挤出机料筒、螺杆和机头温度范围分别为:(240-250 oC)、(255-265 oC)、(255-260 oC),螺杆转速为150-200rmp/min。
步骤(3)中,聚碳酸酯为市售双酚A型,分子量为(2-6)×104g/mol,密度为1.20-1.22g/cm3,干燥后吸水率不高于0.03%。聚碳酸酯与聚苯醚苎麻合金的质量比为:10:(2-20)。螺杆挤出机料筒、螺杆和机头温度范围分别为:(230-245 oC)、(255-265 oC)、(250-260 oC),螺杆转速为150-200rmp/min。
下面通过具体实施实例进一步描述本发明。
实施例1:(1)把1.2kg苎麻纤维放入12L 2wt%的氢氧化钠溶液浸泡5h,用12L自来水分5次冲洗后,放入90 oC真空烘箱中烘干1h,再切成5-10mm短纤维。把短切纤维放入10L带有机械搅拌和恒压滴液漏斗的反应釜中,设定反应釜温度100 oC,抽真空1h,充入干燥氮气至反应釜压力与大气压相同。打开加料阀,在机械搅拌下,从恒压滴液漏斗中加入120g丙烯酰氯,滴加丙烯酰氯的时间为1h,滴加结束后继续搅拌反应2h。从反应釜中倒出苎麻纤维,用自来水洗涤5次,在90 oC的真空烘箱中干燥3h。
(2)将1kg丙烯酸酯型苎麻纤维、250g苯乙烯和250g异戊二烯加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,称取2.5g AIBN,并用25g苯乙烯和异戊二烯的混合液(苯乙烯和异戊二烯的质量比1:1)溶解。按照10mL/min的速度向反应液鼓氮气30min,升高反应温度至70 oC,将引发剂份3次加入,时间间隔为60min。反应6h后,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维。
将1kg聚(苯乙烯-异戊二烯)改性的苎麻纤维、500g聚苯醚、7.5g抗氧剂1010加入到混料机中混匀后,加入到双螺杆挤出机的料斗,设置螺杆挤出机料筒、螺杆和机头温度分别为:245 oC、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出后造粒,得到聚苯醚/苎麻纤维合金。
(3)将1kg聚苯醚/苎麻纤维合金与1kg聚碳酸酯加入到混料机中混匀后,再加入到双螺杆挤出机的料斗。设置双螺杆挤出机料筒、螺杆和机头温度范围分别为:240 oC)、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出造粒后,得到低介电苎麻纤维增强聚碳酸酯复合材料。
图4为实施例1中聚(苯乙烯-异戊二烯)改性苎麻纤维的红外谱图;其中,2918cm-1处为聚(苯乙烯-异戊二烯)主链中亚甲基(-CH2-)的吸收峰,1646cm-1处为聚(苯乙烯-异戊二烯)分子主链中残留双键(-CH2=CH(CH3)-)的特征吸收峰,1599cm-1、1496、1453cm-1处为聚(苯乙烯-异戊二烯)分子链中苯环的特征吸收峰,1380cm-1为C-H键的特征吸收峰,1029cm-1为苎麻纤维中纤维素主链C-O键吸收峰,755cm-1和692cm-1处为苯环面外C-H吸收峰。
图5为实施例1中聚苯醚/苎麻纤维合金的红外谱图;其中,2919cm-1处为亚甲基(-CH2-)的吸收峰,1604cm-1、1469cm-1处为苯环双键(-CH=CH-)振动吸收峰,1381cm-1为C-H键的特征吸收峰,1179cm-1处为聚苯醚C-O-C特征吸收峰,1019cm-1处为苎麻纤维中纤维素主链C-O键吸收峰,853cm-1处为对位取代苯环C-H面外弯曲吸收峰,692cm-1处为苯环面外C-H吸收峰。
图6为实施例1中苎麻纤维增强聚碳酸酯复合材料的红外谱图。其中,2970cm-1和2919cm-1处为亚甲基吸收峰,1770cm-1处为聚碳酸酯特征吸收峰,1599cm-1和1505cm-1处为苯环双键(-CH=CH-)振动吸收峰,1185cm-1处为聚苯醚C-O-C特征吸收峰,1013cm-1处为苎麻纤维中纤维素主链C-O键吸收峰,827cm-1处为芳环C-H面外弯曲吸收峰。
图7为实施例1中苎麻纤维增强聚碳酸酯复合材料的热失重图。如图所示,苎麻纤维增强聚碳酸酯复合材料失重1%和5%的温度分别为290.8 oC和307.8 oC,最终的残碳率为23.5%。
实施例2:(1)把1.2kg苎麻纤维放入12L 2wt%的氢氧化钠溶液浸泡5h,用12L自来水分5次冲洗后,放入90 oC真空烘箱中烘干1h,再切成5-10mm短纤维。把短切纤维放入10L带有机械搅拌和恒压滴液漏斗的反应釜中,设定反应釜温度100 oC,抽真空1h,充入干燥氮气至反应釜压力与大气压相同。打开加料阀,在机械搅拌下,从恒压滴液漏斗中加入120g丙烯酰氯,滴加丙烯酰氯的时间为1h,滴加结束后继续搅拌反应2h。从反应釜中倒出苎麻纤维,用自来水洗涤5次,在90 oC的真空烘箱中干燥3h。
(2)将1kg丙烯酸酯型苎麻纤维、250g苯乙烯和250g异戊二烯加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,称取2.5g AIBN,并用25g苯乙烯和异戊二烯的混合液(苯乙烯和异戊二烯的质量比1:1)溶解。按照10mL/min的速度向反应液鼓氮气30min,升高反应温度至70 oC,将引发剂份3次加入,时间间隔为60min。反应6h后,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维。
将1kg聚(苯乙烯-异戊二烯)改性的苎麻纤维、1kg聚苯醚、10g抗氧剂1010加入到混料机中混匀后,加入到双螺杆挤出机的料斗,设置螺杆挤出机料筒、螺杆和机头温度分别为:245 oC、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出后造粒,得到聚苯醚/苎麻纤维合金。
(3)将1kg聚苯醚/苎麻纤维合金与1kg聚碳酸酯加入到混料机中混匀后,再加入到双螺杆挤出机的料斗。设置双螺杆挤出机料筒、螺杆和机头温度范围分别为:240 oC)、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出造粒后,得到低介电苎麻纤维增强聚碳酸酯复合材料。
实施例3:(1)把1.2kg苎麻纤维放入12L 2wt%的氢氧化钠溶液浸泡5h,用12L自来水分5次冲洗后,放入90 oC真空烘箱中烘干1h,再切成5-10mm短纤维。把短切纤维放入10L带有机械搅拌和恒压滴液漏斗的反应釜中,设定反应釜温度100 oC,抽真空1h,充入干燥氮气至反应釜压力与大气压相同。打开加料阀,在机械搅拌下,从恒压滴液漏斗中加入120g丙烯酰氯,滴加丙烯酰氯的时间为1h,滴加结束后继续搅拌反应2h。从反应釜中倒出苎麻纤维,用自来水洗涤5次,在90oC的真空烘箱中干燥3h。
(2)将1kg丙烯酸酯型苎麻纤维、250g苯乙烯和250g异戊二烯加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,称取2.5g AIBN,并用25g苯乙烯和异戊二烯的混合液(苯乙烯和异戊二烯的质量比1:1)溶解。按照10mL/min的速度向反应液鼓氮气30min,升高反应温度至70 oC,将引发剂份3次加入,时间间隔为60min。反应6h后,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维。
将1kg聚(苯乙烯-异戊二烯)改性的苎麻纤维、1.5kg聚苯醚、12.5g抗氧剂1010加入到混料机中混匀后,加入到双螺杆挤出机的料斗,设置螺杆挤出机料筒、螺杆和机头温度分别为:245 oC、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出后造粒,得到聚苯醚/苎麻纤维合金。
(3)将1kg聚苯醚/苎麻纤维合金与1kg聚碳酸酯加入到混料机中混匀后,再加入到双螺杆挤出机的料斗。设置双螺杆挤出机料筒、螺杆和机头温度范围分别为:240 oC)、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出造粒后,得到低介电苎麻纤维增强聚碳酸酯复合材料。
实施例4:(1)把1.2kg苎麻纤维放入12L 2wt%的氢氧化钠溶液浸泡5h,用12L自来水分5次冲洗后,放入90 oC真空烘箱中烘干1h,再切成5-10mm短纤维。把短切纤维放入10L带有机械搅拌和恒压滴液漏斗的反应釜中,设定反应釜温度100 oC,抽真空1h,充入干燥氮气至反应釜压力与大气压相同。打开加料阀,在机械搅拌下,从恒压滴液漏斗中加入120g丙烯酰氯,滴加丙烯酰氯的时间为1h,滴加结束后继续搅拌反应2h。从反应釜中倒出苎麻纤维,用自来水洗涤5次,在90 oC的真空烘箱中干燥3h。
(2)将1kg丙烯酸酯型苎麻纤维、500g苯乙烯和500g异戊二烯加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,称取5g AIBN,并用50g苯乙烯和异戊二烯的混合液(苯乙烯和异戊二烯的质量比1:1)溶解。按照10mL/min的速度向反应液鼓氮气30min,升高反应温度至70 oC,将引发剂份3次加入,时间间隔为60min。反应6h后,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维。
将1kg聚(苯乙烯-异戊二烯)改性的苎麻纤维、500g聚苯醚、7.5g抗氧剂1010加入到混料机中混匀后,加入到双螺杆挤出机的料斗,设置螺杆挤出机料筒、螺杆和机头温度分别为:245 oC、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出后造粒,得到聚苯醚/苎麻纤维合金。
(3)将1kg聚苯醚/苎麻纤维合金与1kg聚碳酸酯加入到混料机中混匀后,再加入到双螺杆挤出机的料斗。设置双螺杆挤出机料筒、螺杆和机头温度范围分别为:240 oC)、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出造粒后,得到低介电苎麻纤维增强聚碳酸酯复合材料。
实施例5:(1)把1.2kg苎麻纤维放入12L 2wt%的氢氧化钠溶液浸泡5h,用12L自来水分5次冲洗后,放入90 oC真空烘箱中烘干1h,再切成5-10mm短纤维。把短切纤维放入10L带有机械搅拌和恒压滴液漏斗的反应釜中,设定反应釜温度100 oC,抽真空1h,充入干燥氮气至反应釜压力与大气压相同。打开加料阀,在机械搅拌下,从恒压滴液漏斗中加入120g丙烯酰氯,滴加丙烯酰氯的时间为1h,滴加结束后继续搅拌反应2h。从反应釜中倒出苎麻纤维,用自来水洗涤5次,在90 oC的真空烘箱中干燥3h。
(2)将1kg丙烯酸酯型苎麻纤维、500g苯乙烯和500g异戊二烯加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,称取5g AIBN,并用50g苯乙烯和异戊二烯的混合液(苯乙烯和异戊二烯的质量比1:1)溶解。按照10mL/min的速度向反应液鼓氮气30min,升高反应温度至70 oC,将引发剂份3次加入,时间间隔为60min。反应6h后,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维。
将1kg聚(苯乙烯-异戊二烯)改性的苎麻纤维、1kg聚苯醚、10g抗氧剂1010加入到混料机中混匀后,加入到双螺杆挤出机的料斗,设置螺杆挤出机料筒、螺杆和机头温度分别为:245 oC、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出后造粒,得到聚苯醚/苎麻纤维合金。
(3)将1kg聚苯醚/苎麻纤维合金与1kg聚碳酸酯加入到混料机中混匀后,再加入到双螺杆挤出机的料斗。设置双螺杆挤出机料筒、螺杆和机头温度范围分别为:240 oC)、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出造粒后,得到低介电苎麻纤维增强聚碳酸酯复合材料。
实施例6:(1)把1.2kg苎麻纤维放入12L 2wt%的氢氧化钠溶液浸泡5h,用12L自来水分5次冲洗后,放入90 oC真空烘箱中烘干1h,再切成5-10mm短纤维。把短切纤维放入10L带有机械搅拌和恒压滴液漏斗的反应釜中,设定反应釜温度100 oC,抽真空1h,充入干燥氮气至反应釜压力与大气压相同。打开加料阀,在机械搅拌下,从恒压滴液漏斗中加入120g丙烯酰氯,滴加丙烯酰氯的时间为1h,滴加结束后继续搅拌反应2h。从反应釜中倒出苎麻纤维,用自来水洗涤5次,在90 oC的真空烘箱中干燥3h。
(2)将1kg丙烯酸酯型苎麻纤维、500g苯乙烯和500g异戊二烯加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,称取5g AIBN,并用50g苯乙烯和异戊二烯的混合液(苯乙烯和异戊二烯的质量比1:1)溶解。按照10mL/min的速度向反应液鼓氮气30min,升高反应温度至70 oC,将引发剂份3次加入,时间间隔为60min。反应6h后,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维。
将1kg聚(苯乙烯-异戊二烯)改性的苎麻纤维、1.5kg聚苯醚、12.5g抗氧剂1010加入到混料机中混匀后,加入到双螺杆挤出机的料斗,设置螺杆挤出机料筒、螺杆和机头温度分别为:245 oC、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出后造粒,得到聚苯醚/苎麻纤维合金。
(3)将1kg聚苯醚/苎麻纤维合金与1kg聚碳酸酯加入到混料机中混匀后,再加入到双螺杆挤出机的料斗。设置双螺杆挤出机料筒、螺杆和机头温度范围分别为:240 oC)、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出造粒后,得到低介电苎麻纤维增强聚碳酸酯复合材料。
实施例7:(1)把1.2kg苎麻纤维放入12L 2wt%的氢氧化钠溶液浸泡5h,用12L自来水分5次冲洗后,放入90 oC真空烘箱中烘干1h,再切成5-10mm短纤维。把短切纤维放入10L带有机械搅拌和恒压滴液漏斗的反应釜中,设定反应釜温度100 oC,抽真空1h,充入干燥氮气至反应釜压力与大气压相同。打开加料阀,在机械搅拌下,从恒压滴液漏斗中加入120g丙烯酰氯,滴加丙烯酰氯的时间为1h,滴加结束后继续搅拌反应2h。从反应釜中倒出苎麻纤维,用自来水洗涤5次,在90 oC的真空烘箱中干燥3h。
(2)将1kg丙烯酸酯型苎麻纤维、250g苯乙烯和250g异戊二烯加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,称取2.5g AIBN,并用25g苯乙烯和异戊二烯的混合液(苯乙烯和异戊二烯的质量比1:1)溶解。按照10mL/min的速度向反应液鼓氮气30min,升高反应温度至70 oC,将引发剂份3次加入,时间间隔为60min。反应6h后,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维。
将1kg聚(苯乙烯-异戊二烯)改性的苎麻纤维、1kg聚苯醚、10g抗氧剂1010加入到混料机中混匀后,加入到双螺杆挤出机的料斗,设置螺杆挤出机料筒、螺杆和机头温度分别为:245 oC、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出后造粒,得到聚苯醚/苎麻纤维合金。
(3)将500g聚苯醚/苎麻纤维合金与1kg聚碳酸酯加入到混料机中混匀后,再加入到双螺杆挤出机的料斗。设置双螺杆挤出机料筒、螺杆和机头温度范围分别为:240 oC)、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出造粒后,得到低介电苎麻纤维增强聚碳酸酯复合材料。
实施例8:(1)把1.2kg苎麻纤维放入12L 2wt%的氢氧化钠溶液浸泡5h,用12L自来水分5次冲洗后,放入90 oC真空烘箱中烘干1h,再切成5-10mm短纤维。把短切纤维放入10L带有机械搅拌和恒压滴液漏斗的反应釜中,设定反应釜温度100 oC,抽真空1h,充入干燥氮气至反应釜压力与大气压相同。打开加料阀,在机械搅拌下,从恒压滴液漏斗中加入120g丙烯酰氯,滴加丙烯酰氯的时间为1h,滴加结束后继续搅拌反应2h。从反应釜中倒出苎麻纤维,用自来水洗涤5次,在90 oC的真空烘箱中干燥3h。
(2)将1kg丙烯酸酯型苎麻纤维、250g苯乙烯和250g异戊二烯加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,称取2.5g AIBN,并用25g苯乙烯和异戊二烯的混合液(苯乙烯和异戊二烯的质量比1:1)溶解。按照10mL/min的速度向反应液鼓氮气30min,升高反应温度至70 oC,将引发剂份3次加入,时间间隔为60min。反应6h后,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维。
将1kg聚(苯乙烯-异戊二烯)改性的苎麻纤维、1kg聚苯醚、10g抗氧剂1010加入到混料机中混匀后,加入到双螺杆挤出机的料斗,设置螺杆挤出机料筒、螺杆和机头温度分别为:245 oC、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出后造粒,得到聚苯醚/苎麻纤维合金。
(3)将1.5kg聚苯醚/苎麻纤维合金与1kg聚碳酸酯加入到混料机中混匀后,再加入到双螺杆挤出机的料斗。设置双螺杆挤出机料筒、螺杆和机头温度范围分别为:240 oC)、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出造粒后,得到低介电苎麻纤维增强聚碳酸酯复合材料。
实施例9:(1)把1.2kg苎麻纤维放入12L 2wt%的氢氧化钠溶液浸泡5h,用12L自来水分5次冲洗后,放入90 oC真空烘箱中烘干1h,再切成5-10mm短纤维。把短切纤维放入10L带有机械搅拌和恒压滴液漏斗的反应釜中,设定反应釜温度100 oC,抽真空1h,充入干燥氮气至反应釜压力与大气压相同。打开加料阀,在机械搅拌下,从恒压滴液漏斗中加入120g丙烯酰氯,滴加丙烯酰氯的时间为1h,滴加结束后继续搅拌反应2h。从反应釜中倒出苎麻纤维,用自来水洗涤5次,在90 oC的真空烘箱中干燥3h。
(2)将1kg丙烯酸酯型苎麻纤维、500g苯乙烯和500g异戊二烯加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,称取5g AIBN,并用50g苯乙烯和异戊二烯的混合液(苯乙烯和异戊二烯的质量比1:1)溶解。按照10mL/min的速度向反应液鼓氮气30min,升高反应温度至70 oC,将引发剂份3次加入,时间间隔为60min。反应6h后,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维。
将1kg聚(苯乙烯-异戊二烯)改性的苎麻纤维、500g聚苯醚、7.5g抗氧剂1010加入到混料机中混匀后,加入到双螺杆挤出机的料斗,设置螺杆挤出机料筒、螺杆和机头温度分别为:245 oC、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出后造粒,得到聚苯醚/苎麻纤维合金。
(3)将500g聚苯醚/苎麻纤维合金与1kg聚碳酸酯加入到混料机中混匀后,再加入到双螺杆挤出机的料斗。设置双螺杆挤出机料筒、螺杆和机头温度范围分别为:240 oC)、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出造粒后,得到低介电苎麻纤维增强聚碳酸酯复合材料。
实施例10:(1)把1.2kg苎麻纤维放入12L 2wt%的氢氧化钠溶液浸泡5h,用12L自来水分5次冲洗后,放入90 oC真空烘箱中烘干1h,再切成5-10mm短纤维。把短切纤维放入10L带有机械搅拌和恒压滴液漏斗的反应釜中,设定反应釜温度100 oC,抽真空1h,充入干燥氮气至反应釜压力与大气压相同。打开加料阀,在机械搅拌下,从恒压滴液漏斗中加入120g丙烯酰氯,滴加丙烯酰氯的时间为1h,滴加结束后继续搅拌反应2h。从反应釜中倒出苎麻纤维,用自来水洗涤5次,在90 oC的真空烘箱中干燥3h。
(2)将1kg丙烯酸酯型苎麻纤维、500g苯乙烯和500g异戊二烯加入带有回流冷凝管、温度计、机械搅拌和恒压滴液漏斗的反应釜中,称取5g AIBN,并用50g苯乙烯和异戊二烯的混合液(苯乙烯和异戊二烯的质量比1:1)溶解。按照10mL/min的速度向反应液鼓氮气30min,升高反应温度至70 oC,将引发剂份3次加入,时间间隔为60min。反应6h后,用压挤法把反应物从釜中压出,降温后成为固体,用粉碎机粉碎成颗粒,得到聚(苯乙烯-异戊二烯)改性的苎麻纤维。
将1kg聚(苯乙烯-异戊二烯)改性的苎麻纤维、500g聚苯醚、7.5g抗氧剂1010加入到混料机中混匀后,加入到双螺杆挤出机的料斗,设置螺杆挤出机料筒、螺杆和机头温度分别为:245 oC、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出后造粒,得到聚苯醚/苎麻纤维合金。
(3)将1.5kg聚苯醚/苎麻纤维合金与1kg聚碳酸酯加入到混料机中混匀后,再加入到双螺杆挤出机的料斗。设置双螺杆挤出机料筒、螺杆和机头温度范围分别为:240 oC)、260 oC、255 oC,螺杆转速为180rmp/min。熔融挤出造粒后,得到低介电苎麻纤维增强聚碳酸酯复合材料。
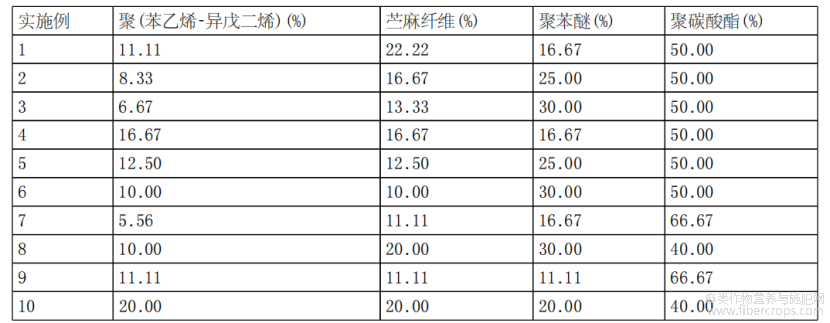
上述实施例中参数的主要变化见表1,制备的低介电苎麻纤维增强聚碳酸酯复合材料的主要组分及占比见表2。
表1 各实施例中制备低介电苎麻纤维增强聚碳酸酯复合材料的配方
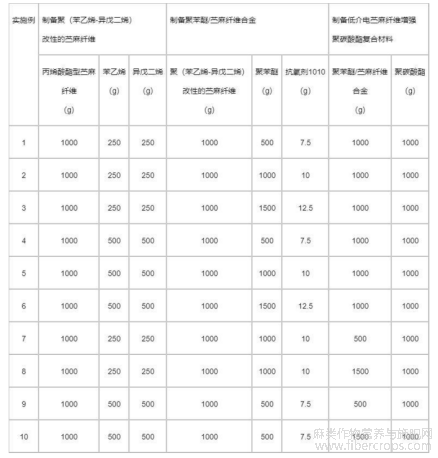
表2 各实施例制备的低介电苎麻纤维增强聚碳酸酯复合材料的主要成分及占比
本发明制备的样品测试方法:
(1)红外测试按照以下方式进行:
采用Nicolet 6700型,ATR模式,测试范围4000-400cm-1。
(2)介电性能测试按照以下方式进行:
介电测试所用样品为注塑圆片,表面无划痕和凹坑,其直径和厚度分别为12.7mm和1.0mm,电极直径为7.2mm,测试频率为106-109Hz。
(3)复合材料力学性能测试按照以下方式进行:
采用万能材料试验机,按照ASTM D638标准进行拉伸测试,拉伸速度50mm/min。采用万能材料试验机,按照ASTM D790标准进行弯曲测试。缺口冲击试样样条按照GB/T1843规定制备,采用悬臂梁冲击实验机,按照ASTM D-256标准进行测试。将干燥后的聚碳酸酯、苎麻纤维复合材料于300℃下在熔体流动速率仪上,按GB/T3682-2000标准测定其熔体流动速率。每组样条测试5次,最后取平均值。将聚碳酸酯、苎麻纤维复合材料注射成型,注射制件设计了直径为6mm的圆孔。将注射制件在冰醋酸中浸泡10秒钟,观察圆孔附近是否出现裂纹。
(4)复合材料热失重温度测试按照以下方式进行:
样品用量:5-10mg,气氛:空气,升温速率:10℃/min,测试温度范围:30℃~800℃。
(5)玻璃化转变温度测试按照以下方式进行:
样品用量:5-10mg,气氛:氮气,升温速率:5℃/min,测试温度范围:30℃~260℃。
按上述实施例制备的聚碳酸酯/苎麻纤维复合材料的主要性能见表3。
表3 各实施例制备的低介电苎麻纤维增强聚碳酸酯复合材料的性能参数
1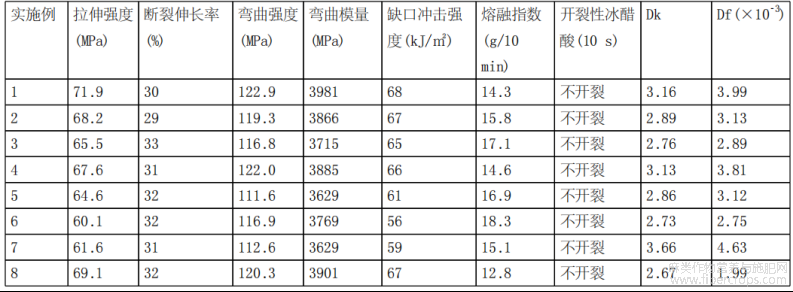
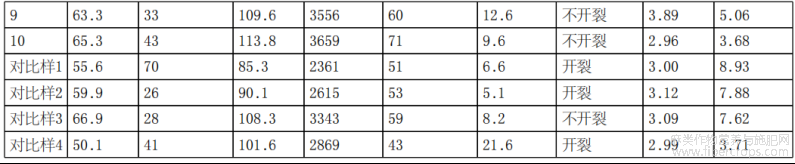
注:对比样1为纯聚碳酸酯;对比样2为苎麻纤维(20wt%)与聚碳酸酯(80wt%)共混物;对比样3为聚(苯乙烯-异戊二烯)改性苎麻纤维与聚碳酸酯共混物,聚(苯乙烯-异戊二烯)、苎麻纤维、聚碳酸酯的质量比为20:20:60;对比样4为聚苯醚(20wt%)与聚碳酸酯(80wt%)共混物。
以上所述仅是本发明的较佳实施例,故凡依本发明专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本发明专利申请范围内。
文章摘自国家发明专利,一种低介电苎麻纤维增强聚碳酸酯复合材料制备方法,发明人:蒋重刚,李琪,向雨萌,赵长明,申请号:202610431907.6,申请日:2026.04.02。
