摘 要:为了开发兼具抗菌功能和低成本的罗布麻纤维产品,针对罗布麻纤维的性能特点,与精梳棉和莱赛尔纤维混纺,并优选罗布麻纤维的混纺比例?通过纺前对罗布麻纤维进行预处理?优化各工序纺纱工艺参数,最终成功开发出精梳棉/莱赛尔/罗布麻60/25/15 14.8tex混纺纱,其成纱质量和产品的抗菌功能均达到了用户的使用要求?认为:罗布麻纤维产品的开发,其混纺比例的选择很重要?后续将通过优选产品中罗布麻纤维的混纺比例,形成一套较为成熟的罗布麻混纺纱生产工艺?
关键词:罗布麻纤维;混纺比例;莱赛尔纤维;抗菌功能;舒适性
近年来,新疆罗布麻资源的开发利用日益受到重视?由于罗布麻纤维具有天然抗菌?吸湿透气?远红外发射性等卓越功能,备受消费者的青睐和认可?基于罗布麻纤维的独特性能,开发高品质的罗布麻纤维混纺纱线,契合了市场对功能性纺织品的需求[1]?然而,罗布麻纤维的实际应用面临显著挑战,即由于其纤维长度差异大?整齐度较差?纤维间抱合力小,在纺纱加工过程中易产生散落现象,对产品质量的稳定性控制提出了较高要求,因此需要精细化的纺纱工艺技术支撑[2]?
我们公司经过市场调研以及技术攻关,成功开发出精梳棉/莱赛尔/罗布麻60/25/15 14.8tex纱?该产品不仅充分体现了罗布麻纤维耐久的抗菌抑菌性?良好的吸湿透气性?远红外发射功能的天然优势,更融合了莱赛尔纤维的悬垂性以及棉纤维的柔软触感,最终呈现出天然纤维特有的舒适亲肤性,同时最大程度保留了罗布麻的保健功能?这种优化的混纺方案有效结合了多种原料的优点,为开发高端机织面料?床品套件?衬衫?休闲装?贴身内衣?袜子?T恤及家居服等多样化终端产品提供了优质的纱线基础?
1 罗布麻纤维的预处理
为了深入了解原料供应现状与加工要点,我们参加了库尔勒罗布麻纤维专题会议,并对当前罗布麻纤维的生产情况进行了初步调研?目前的主流工艺是将罗布麻杆经过预处理,分离出麻皮,其制成率约为30%?随后麻皮需经过化学处理和脱胶精炼,此环节后纤维的最终制成率降至5%~10%,原料利用率较低?在种植端,尉犁县政府虽已尝试推广种植三万亩罗布麻,但由于成活率不高,尚未形成稳定?规模化的原料供应来源,当前生产仍主要依赖野生罗布麻资源的收购?为此,我们公司积极联系了罗布麻纤维供应商,采购了4kg原料用于产品开发的工艺试纺?通过与具备相关生产经验的企业深入沟通,确定罗布麻纤维在正式投入生产前必须进行预处理?标准流程包括施加抗静电剂和给湿处理?具体到本次产品开发试纺时,我们在4kg罗布麻纤维中加入15%比例的温水(即600g),采用喷洒方式均匀加湿后,将罗布麻纤维置于专用小车中,并覆盖塑料薄膜进行密闭闷放处理,放置48 h后待用?对罗布麻纤维进行纺前预处理旨在改善纤维的可纺性,为后续的混纺比例研究和产品质量控制奠定基础?
2 原料选配
依据终端市场对面料功能性的需求,原料选用60%精梳棉?25%莱赛尔纤维?15%罗布麻纤维进行混纺?各混纺原料纤维的主要性能指标如下?
罗布麻纤维长度20mm,纤维细度1.65dtex,上四分位长度16.6mm,短纤维含量53.5%,纤维棉结284粒/g?
细绒棉纤维长度30mm,纤维细度1.62dtex,上四分位长度30.65mm,短纤维含量6.1%,纤维棉结268粒/g,马克隆值4.44,含杂率2.55%?
莱赛尔纤维长度38mm,纤维细度1.33dtex,回潮率11.37%,干断裂强度4.89cN/dtex,干强变异系数8.17%?
3 工艺流程
(莱赛尔纤维+罗布麻纤维)→手撕混和成卷→JWF1203型梳棉机→TMFD81S型并条机(预并)?
精梳棉纤维:JWF1011型自动抓棉机→FT217型重物分离器→JWF1029-160型多仓混棉机→JWF1115-160型精开棉机→除异纤机→JWF1177型喂棉箱→JWF1213型梳棉机→TMFD81S型并条机(预并)→JWF1383型条并卷机→JWF1278型精梳机?
(4根精梳棉条+2根莱赛尔罗布麻混纺预并条)→TMFD81S型并条机→TMFD81L型并条机→TMFD81L型并条机→FA798型粗纱机→JWF1510型细纱机→QPRO-plus型自动络筒机→成包?
4 关键工艺技术措施
精梳棉条的生产工艺较为常规,不再赘述?梳棉工序仅阐述莱赛尔罗布麻混纺的主要工艺技术措施?
4.1 梳棉工序
首先将4 kg经过纺前预处理的罗布麻纤维进行人工开松,再将其放在温度25℃?相对湿度65%环境下备用?本次试纺先对莱赛尔纤维和罗布麻纤维分别手撕混和均匀后从梳棉机后喂入?由于梳棉机具有清除短绒的特点,罗布麻纤维平均长度只有20mm,为了使罗布麻纤维含量能达到15%混比要求,罗布麻投料按照1?1.2比例投料,与前纺保全师傅共同对梳棉工艺进行调整?即调整了除尘刀角度,由原来90°调整到45°,以减少落棉;将给棉板至刺辊的隔距放大到0.56mm,预分梳板与刺辊的隔距缩小到0.40mm,尽量减少落率;同时还降低了出条速度以及盖板速度?风压等?梳棉工序其他主要工艺参数:锡林至活动盖板隔距0.23mm?0.18mm?0.18mm?0.18mm?0.20mm,刺辊速度820r/min,锡林速度350r/min,盖板速度170mm/min,锡林至道夫隔距0.13mm,锡林到刺辊隔距0.18mm?
4.2 并条工序
因人工喂入原料导致棉层厚薄不均匀,梳棉重量不匀率较大,因此将莱赛尔罗布麻混纺生条在TMFD81S型并条机上进行并合,使得混纺并条的重量不匀率得到改善,混纺并条定量为24.0g/5m?为确保成纱精梳棉/莱赛尔/罗布麻混纺比为60?25:15,并条工序采用2根莱赛尔罗布麻混纺并条与4根精梳条(定量20.5g/5 m)经过三道并条混和?并条工序主要工艺参数:末并并条定量16.5g/5m,车速200m/min,罗拉隔距10mm×21mm?
4.3 粗纱工序
粗纱工序遵循“重加压,小捻系数”的工艺原则?罗布麻纤维本身挺滑,短绒率较高,重加压有利于对纤维的控制,防止纤维意外牵伸?FA798型粗纱机牵伸形式为四罗拉双短胶圈牵伸,有利于稳定纤维牵伸?小的粗纱捻系数有利于细纱工序使用带压力棒的钳口[3]?粗纱工序主要工艺参数:粗纱定量3.4g/10m,总牵伸9.4倍,后区牵伸1.2倍,捻系数108,锭速750 r/min,喇叭口直径3.0mm,罗拉隔距9mm×24 mm×35mm?
4.4 细纱工序
由于麻纤维短而粗,纤维之间抱合力差,细纱工序控制不好会增加断头,形成纱线条干不匀?纱疵增加等现象,影响细纱正常生产?合理选用钢领钢丝圈,适当降低锭速,选用低硬度高弹性胶辊?为提高成纱质量,采用重加压[3],优选钳口隔距及型号,采用较大的捻系数?为减少断头,细纱工序相对湿度控制在70%以上?细纱工序主要工艺参数:纱线号数14.8tex,细纱捻度92捻/10cm,罗拉隔距18mm×40mm,2.5mm,带压力棒钳口,锭速13500r/min?钢领选用德国R+F钢领,型号PG1-4054,钢丝圈型号1EL7/0,胶辊型号WRC963,胶辊直径30.5mm?
5 产品质量及功能性
5.1 成纱质量检测
经检测,精梳棉/莱赛尔/罗布麻60/25/15 14.8tex纱的主要成纱质量指标:条干CV值15.9%,CVb值1.8%,-40%细节85个/km,-50%细节1个/km,+35%粗节1874个/km,+50%粗节729个/km,+200%棉结802个/km,毛羽H值4.14,捻度92捻/10cm,捻度CV值3.6%,平均单纱断裂强力279cN,强力CV值6.06%,断裂强度18.99cN/tex,断裂伸长率5.01%,伸长率CV值7.79%?以上各项质量指标均达到了用户的使用要求?
5.2 面料功能检测
由于罗布麻纤维的含量对其面料的抗菌性能及远红外发射性能会有影响,为了确保面料产品的功能性,并降低生产成本,我们开发出精梳棉/莱赛尔/罗布麻60/25/15 14.8tex纱和精梳棉/莱赛尔/罗布麻60/15/30 14.8tex纱,并对其面料的抗菌性能及远红外发射性能进行检测?旨在优选出较为适宜的罗布麻纤维混纺比例?委托中联品检(佛山)检验技术有限公司依据GB/T 20944.3—2008《纺织品抗菌性能的评价第3部分:振荡法》和GB/T 30127—2013《纺织品远红外性能的检测和评价》检测面料的抗菌性能和远红外发射性能,检测结果见表1和表2?
表1 罗布麻纤维面料的抗菌性能检测结果

表2 罗布麻纤维面料的远红外发射性能检测结果
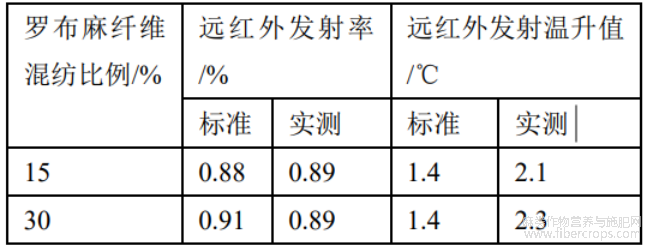
由表1和表2可以看出:罗布麻纤维含量越高,抗菌效果和远红外发射性能更优异。由于罗布麻纤维加工成本较高,在满足用户对质量及功能需求的前提下,选择较低的罗布麻纤维混纺比例,争取经济效益最大化。通过本次罗布麻纤维混纺纱的开发实践可知,罗布麻纤维混纺比例可以根据用户要求进行优选配比。根据目前对市场的调研了解到,市场对达到抗菌效果且价格合适的罗布麻混纺产品需求量大,后续将继续考虑各项因素,进一步开发出更多满足市场需求的罗布麻纤维混纺产品。
6 结语
罗布麻纤维的经济价值核心在于兼顾多功能性和生态兼容性,具有广泛的应用前景。通过本次罗布麻纤维混纺纱的开发实践发现,罗布麻纤维长度较短,在生产过程中易引发棉条断头现象,一定要保持罗布麻纤维处于吸放湿平衡状态,做好纺前预处理工作,提高纤维的可纺性。为确保罗布麻纤维在纱线中均匀分布,充分发挥罗布麻纤维的抗菌效果和远红外发射性能,并条工序采用三道混和,降低重量不匀率。粗纱工序通过收紧罗拉隔距,使得粗纱表面纤维的包覆效果明显改善。为了提高成纱质量,细纱工序优选使用带压力棒的钳口隔距块。罗布麻纤维的混纺比例直接与企业的经济效益相关,其优选工作尤为重要。当罗布麻纤维混纺比例为15%时,粗纱工序与细纱工序生产运行较为顺利,同时其成纱质量和面料的抗菌性均能达到预期要求。
参考文献
[1]郑丽莎,高山,王仑,等.罗布麻纤维抗菌机理研究[J].检验检疫学刊,2009,19(3):13-16.
[2]王新丽,温新惠.罗布麻与棉混纺纱线质量控制措施[J].纺织科技进展,2019(1):40-42,47.
[3]田苏杰,苏旭中.不同纺纱方式的罗布麻/棉混纺纱性能[J].上海纺织科技,2023,51(10):1-4.
文章摘自:凌力,陈荣定,薛梅.精梳棉莱赛尔罗布麻混纺纱的开发[J/OL].棉纺织技术,1-3[2025-08-26].https://doi.org/10.26967/j.issn1000-7415.202508016.
