摘 要:本发明公开了一种可再生苎麻纤维/羊毛混纺面料及其环保染整工艺,属于纺织面料技术领域。可再生苎麻纤维/羊毛混纺面料按质量计含可再生苎麻纤维30%-50%、羊毛纤维25%-40%、再生纤维素纤维15%-30%及功能性助剂0.5%-3%,苎麻源自回收制品,助剂含抗菌剂与抗皱剂。制备时纤维经超声预处理,纺纱织造得坯布;染整采用生物酶退浆、双氧水漂白、天然植物染料染色及无醛固色。面料抗菌率≥90%、抗皱回复角≥280°,染整废水COD≤400mg/L、无甲醛残留,能耗低,兼顾优异性能与环保性,适用于纺织领域。
权利要求书
1.一种可再生苎麻纤维/羊毛混纺面料,其特征在于,按质量百分比计,由以下组分组成:可再生苎麻纤维30%-50%、羊毛纤维25%-40%、再生纤维素纤维15%-30%、功能性助剂0.5%-3%;可再生苎麻纤维为回收苎麻制品经破碎、脱胶、梳理制成,纤维长度为25-35mm,细度为1.2-1.8dtex;功能性助剂由抗菌剂0.3%-2%和抗皱剂0.2%-1%组成。
2.根据权利要求1所述的一种可再生苎麻纤维/羊毛混纺面料,其特征在于:羊毛纤维的细度为16-22μm,且经脱脂、除杂处理;再生纤维素纤维为Lyocell纤维或Modal纤维,再生纤维素纤维细度为1.0-1.5dtex,长度为30-40mm;抗菌剂为纳米氧化锌或壳聚糖,抗皱剂为柠檬酸酯类。
3.一种如权利要求1或2所述的可再生苎麻纤维/羊毛混纺面料的制备方法,其特征在于,包括如下步骤:
(1)纤维预处理:将可再生苎麻纤维、羊毛纤维、再生纤维素纤维分别在60-80℃的去离子水中浸泡30-60min;将功能性助剂加入去离子水中搅拌均匀,放入上述三种纤维,在4050℃下以300W功率超声处理20-30min;随后在80-90℃下烘干2-3h,控制烘干后纤维含水率为8%-10%;
(2)纺纱:将预处理后的三种纤维按比例混合,经清梳联工艺梳理成棉条,再经3道并条、粗纱、细纱工序,制成18-28tex的纱线,且纱线断裂强度≥2.5cN/dtex;
(3)织造:采用喷气织机,将纱线织造成平纹或斜纹组织的坯布,织造速度为300-400r/min,织造张力控制在150-200N,坯布幅宽为150cm,经密280-350根/10cm,纬密260-300根/10cm。
4.一种如权利要求1或2所述的可再生苎麻纤维/羊毛混纺面料的环保染整工艺,其特征在于,包括预处理、染色、固色与后整理三个阶段,具体步骤如下:
(1)预处理:
①退浆:采用淀粉酶退浆,淀粉酶浓度为2-5g/L,调节处理液pH至6.0-7.0,在50-60℃条件下处理40-60min,随后用60-70℃热水清洗2-3次;
②精练:采用碱性精练,精练液由碳酸钠1-3g/L、表面活性剂0.5-1.5g/L和去离子水组成,调节pH至8.0-9.0,在80-90℃条件下处理30-50min,然后用常温清水清洗至坯布pH呈中性;
③漂白:采用双氧水漂白,漂白液中双氧水浓度为5-8g/L、稳定剂1-2g/L,调节pH至10.0-11.0,在80-90℃条件下处理40-60min,之后用1-2g/L盐酸酸洗,再水洗至坯布白度达到80-85%;
(2)染色:采用天然植物染料染色,染料浓度为8-15%o.w.f,染色浴中加入硫酸铝媒染剂2-5g/L和渗透剂0.3-0.8g/L,浴比为1:20-1:30;先将染色浴温度升至50-60℃保温1015min,再以1-2℃/min的速率升温至80-85℃保温30-50min,最后自然降温至40℃以下,取出坯布用清水清洗2-3次;
(3)固色与后整理:
①固色:采用无醛固色剂,固色剂浓度为3-5g/L,调节pH至6.0-7.0,在50-60℃条件下处理20-30min,之后水洗至无固色剂残留;
②柔软整理:采用生态柔软剂,柔软剂浓度为2-4g/L,在40-50℃条件下处理15-25min,随后离心脱水至坯布含水率≤60%;
③定型:采用热风定型机,定型温度为120-140℃,定型时间为10-20s,定型张力控制在50-80N,冷却至室温得到成品面料。
5.根据权利要求4所述的环保染整工艺,其特征在于:天然植物染料为姜黄染料、茜草染料或靛蓝染料;表面活性剂为脂肪醇聚氧乙烯醚,渗透剂为聚氧乙烯月桂醚,生态柔软剂为聚硅氧烷类,稳定剂为硅酸钠,无醛固色剂为聚酰胺环氧氯丙烷树脂。
6.根据权利要求4所述的环保染整工艺,其特征在于:工艺的染色工序能耗≤3.5kWh/kg面料,染色废水COD值≤400mg/L,成品面料中甲醛残留量未检出。
7.根据权利要求3所述的制备方法,其特征在于:纤维预处理步骤中,超声处理后功能性助剂在纤维表面的分布偏差≤8%。
技术领域
本发明涉及纺织面料领域,尤其是涉及一种可再生苎麻纤维/羊毛混纺面料及其环保染整工艺。
背景技术
随着环保意识的提升和可持续发展理念的普及,纺织行业对可再生、环保型面料的需求日益增长。苎麻纤维作为一种天然可再生纤维,具有吸湿透气、抗菌抑菌、强度高的优点,但纯苎麻面料存在刚性大、手感粗糙、易起皱的问题;羊毛纤维则具有柔软保暖、弹性好的特性,然而纯羊毛面料易毡缩、染色过程能耗高且易造成环境污染。
目前,苎麻与羊毛的混纺面料虽能在一定程度上互补性能,但现有混纺面料中苎麻纤维与羊毛纤维的相容性较差,易出现纤维分离、面料稳定性不足的问题。同时,传统染整工艺多采用化学染料和助剂,不仅污染环境,还存在有害物质残留的风险,不符合环保要求。因此,研发一种性能优异、环保可持续的可再生苎麻纤维/羊毛混纺面料及其染整工艺具有重要意义。
发明内容
本发明的目的是提供一种可再生苎麻纤维/羊毛混纺面料及其环保染整工艺,旨在解决现有苎麻/羊毛混纺面料相容性差、稳定性不足,以及传统染整工艺污染大、能耗高的技术问题。
为实现上述目的,本发明提供了一种可再生苎麻纤维/羊毛混纺面料,按质量百分比计,由以下组分组成:可再生苎麻纤维30%-50%、羊毛纤维25%-40%、再生纤维素纤维15%30%、功能性助剂0.5%-3%;可再生苎麻纤维为回收苎麻制品经破碎、脱胶、梳理制成,纤维长度为25-35mm,细度为1.2-1.8dtex;功能性助剂由抗菌剂0.3%-2%和抗皱剂0.2%-1%组成。
优选的,羊毛纤维的细度为16-22μm,且经脱脂、除杂处理;再生纤维素纤维为Lyocell纤维或Modal纤维,再生纤维素纤维细度为1.0-1.5dtex,长度为30-40mm;抗菌剂为纳米氧化锌或壳聚糖,抗皱剂为柠檬酸酯类。
一种如上述的可再生苎麻纤维/羊毛混纺面料的制备方法,包括如下步骤:
(1)纤维预处理:将可再生苎麻纤维、羊毛纤维、再生纤维素纤维分别在60-80℃的去离子水中浸泡30-60min;将功能性助剂加入去离子水中搅拌均匀,放入上述三种纤维,在40-50℃下以300W功率超声处理20-30min;随后在80-90℃下烘干2-3h,控制烘干后纤维含水率为8%-10%;
(2)纺纱:将预处理后的三种纤维按比例混合,经清梳联工艺梳理成棉条,再经3道并条、粗纱、细纱工序,制成18-28tex的纱线,且纱线断裂强度≥2.5cN/dtex;
(3)织造:采用喷气织机,将纱线织造成平纹或斜纹组织的坯布,织造速度为300-400r/min,织造张力控制在150-200N,坯布幅宽为150cm,经密280-350根/10cm,纬密260-300根/10cm。
一种如上述的可再生苎麻纤维/羊毛混纺面料的环保染整工艺,包括预处理、染色、固色与后整理三个阶段,具体步骤如下:
(1)预处理:
①退浆:采用淀粉酶退浆,淀粉酶浓度为2-5g/L,调节处理液pH至6.0-7.0,在50-60℃条件下处理40-60min,随后用60-70℃热水清洗2-3次;
②精练:采用碱性精练,精练液由碳酸钠1-3g/L、表面活性剂0.5-1.5g/L和去离子水组成,调节pH至8.0-9.0,在80-90℃条件下处理30-50min,然后用常温清水清洗至坯布pH呈中性;
③漂白:采用双氧水漂白,漂白液中双氧水浓度为5-8g/L、稳定剂1-2g/L,调节pH至10.0-11.0,在80-90℃条件下处理40-60min,之后用1-2g/L盐酸酸洗,再水洗至坯布白度达到80-85%;
(2)染色:采用天然植物染料染色,染料浓度为8-15%o.w.f,染色浴中加入硫酸铝媒染剂2-5g/L和渗透剂0.3-0.8g/L,浴比为1:20-1:30;先将染色浴温度升至50-60℃保温10-15min,再以1-2℃/min的速率升温至80-85℃保温30-50min,最后自然降温至40℃以下,取出坯布用清水清洗2-3次;
(3)固色与后整理:
①固色:采用无醛固色剂,固色剂浓度为3-5g/L,调节pH至6.0-7.0,在50-60℃条件下处理20-30min,之后水洗至无固色剂残留;
②柔软整理:采用生态柔软剂,柔软剂浓度为2-4g/L,在40-50℃条件下处理15-25min,随后离心脱水至坯布含水率≤60%;
③定型:采用热风定型机,定型温度为120-140℃,定型时间为10-20s,定型张力控制在50-80N,冷却至室温得到成品面料。
优选的,天然植物染料为姜黄染料、茜草染料或靛蓝染料;表面活性剂为脂肪醇聚氧乙烯醚,渗透剂为聚氧乙烯月桂醚,生态柔软剂为聚硅氧烷类,稳定剂为硅酸钠,无醛固色剂为聚酰胺环氧氯丙烷树脂。
优选的,工艺的染色工序能耗≤3.5kWh/kg面料,染色废水COD值≤400mg/L,成品面料中甲醛残留量未检出。
优选的,纤维预处理步骤中,超声处理后功能性助剂在纤维表面的分布偏差≤8%。
因此,本发明一种可再生苎麻纤维/羊毛混纺面料及其环保染整工艺,具有以下有益效果:
(1)面料性能显著优化:解决传统苎麻/羊毛混纺相容性差、稳定性不足问题,通过可再生苎麻、羊毛与再生纤维素纤维的搭配,及抗菌剂、抗皱剂的添加,面料抗菌率(大肠杆菌/金黄色葡萄球菌)≥90%,抗皱回复角(经向+纬向)≥280°,色牢度(耐洗/耐摩擦)≥4级,断裂强力≥280N,透气率≥82mm/s,吸湿率≥13.8%,兼顾功能性与实用性。
(2)环保与能耗优势突出:染整工艺采用生物酶退浆、天然植物染料染色、无醛固色,染色废水COD≤400mg/L,成品甲醛未检出,避免化学污染;中低温染色(80-85℃)、短时间定型(10-20s),染色能耗≤3.5kWh/kg面料,较传统工艺能耗降低超40%。
(3)生产与应用价值高:面料可再生成分占比高,苎麻+再生纤维素纤维≥45%,符合可持续理念;制备与染整工艺参数稳定,易规模化生产,适配服装等纺织领域环保、高性能需求。
下面通过实施例,对本发明的技术方案做进一步的详细描述。
具体实施方式
以下通过实施例对本发明的技术方案作进一步说明。
为了使得本申请的目的、技术方案及优点更加明确、透彻和完整,下面通过实施例,对本发明的技术方案进行清楚、完整地描述。以下详细说明均是实施例的说明,旨在对本发明提供进一步详细说明。除非另有指明,本发明所采用的所有技术术语与本申请所属领域的一般技术人员通常理解的含义相同。
实施例中所用的仪器设备、试剂材料均通过商业途径获得。
实施例1
一种可再生苎麻纤维/羊毛混纺面料,包括:可再生苎麻纤维40%、羊毛纤维30%、Lyocell纤维29%、纳米氧化锌抗菌剂0.6%、柠檬酸酯抗皱剂0.4%。
可再生苎麻纤维由回收苎麻制品经破碎、脱胶、梳理制成,长度28mm,细度1.5dtex;羊毛纤维选用细度18μm的细支羊毛,经脱脂、除杂处理,去除表面油脂及杂质;Lyocell纤维再生纤维素纤维,细度1.2dtex,长度35mm。
一种可再生苎麻纤维/羊毛混纺面料的制备方法,包括:
(1)纤维预处理:
①将可再生苎麻、羊毛纤维、Lyocell纤维共同放入70℃的去离子水中浸泡45min,去除表面附着的灰尘及微量杂质。
②将纳米氧化锌抗菌剂与柠檬酸酯抗皱剂加入去离子水中,搅拌至完全溶解后,将预处理后的纤维放入该溶液中,在45℃条件下以300W功率超声处理25min,确保助剂均匀附着于纤维表面。
③将超声后的纤维放入85℃鼓风干燥箱中,烘干2.5h,控制烘干后纤维含水率为8%-10%。
(2)纺纱:
①清梳联梳理:将预处理后的混合纤维送入清梳联设备,以300r/min的梳棉速度梳理成均匀棉条;
②并条:采用3道并条工艺,罗拉速度200m/min,改善纤维条均匀度;
③粗纱:以捻系数80进行粗纱加工,形成粗纱条;
④细纱:以捻系数380进行细纱加工,制成22tex的纱线,确保纱线断裂强度≥2.8cN/dtex。
(3)织造:使用JAT810型喷气织机,采用平纹组织,设置织造速度350r/min,织造张力180N;织造成幅宽150cm的坯布,控制坯布经密320根/10cm、纬密280根/10cm。
一种可再生苎麻纤维/羊毛混纺面料的染整工艺,包括:
(1)退浆:调节3g/L淀粉酶溶液pH至6.5,将面料置于淀粉酶溶液中55℃浸泡50min,70℃热水清洗2次,每次10min,去除浆料。
(2)精练:按2g/L碳酸钠、1g/L脂肪醇聚氧乙烯醚的浓度配置精炼液,并调节pH至8.5。将退浆后的面料置于精炼液中85℃浸泡40min,之后常温水洗至坯布pH中性。
(3)漂白:按照6g/L双氧水、1.5g/L硅酸钠配置漂白液,调节pH至10.5。将精炼后的面料置于漂白液中85℃浸泡50min,之后用1.5g/L盐酸酸洗,再水洗去除残留药剂。
(4)天然染料染色:按照12%o.w.f姜黄染料、3g/L硫酸铝、0.5g/L聚氧乙烯月桂醚配置染色浴,按照浴比1:25进行染色。
染色过程中,先55℃保温12min,之后以1.5℃/min速率升温至82℃,温度达到后,保温40min。之后自然降温至40℃以下,清水清洗2次。
(5)固色:配置4g/L无醛固色剂(聚酰胺环氧氯丙烷树脂),调节pH至6.5;将染色后的面料置于无醛固色剂中55℃浸泡25min,水洗去除残留固色剂。
(6)柔软整理:配置3g/L聚硅氧烷类柔软剂,将固色后的面料45℃浸泡20min;离心脱水,控制含水率≤60%。
(7)定型:将脱水后的面料130℃定型15s,张力80N。自然冷却至室温,得到成品。
实施例2
一种可再生苎麻纤维/羊毛混纺面料,包括:可再生苎麻纤维35%、羊毛纤维35%(细度18μm,脱脂除杂)、Modal纤维28.5%(细度1.2dtex,长度35mm)、2%壳聚糖抗菌剂1.0%、柠檬酸酯抗皱剂1.5%。
可再生苎麻纤维由回收苎麻制品经破碎、脱胶、梳理制成,长度25mm,细度1.4dtex;羊毛纤维选用细度16μm的细支羊毛,经脱脂、除杂处理,去除表面油脂及杂质;Modal纤维再生纤维素纤维,细度1.1dtex,长度32mm。
一种可再生苎麻纤维/羊毛混纺面料的制备方法,包括:
(1)纤维预处理:
①将可再生苎麻、羊毛纤维、Modal纤维共同放入65℃的去离子水中浸泡50min,去除表面附着的灰尘及微量杂质。
②将纳米氧化锌抗菌剂与柠檬酸酯抗皱剂加入去离子水中,搅拌至完全溶解后,将预处理后的纤维放入该溶液中,在42℃条件下以300W功率超声处理28min,确保助剂均匀附着于纤维表面。
③将超声后的纤维放入82℃鼓风干燥箱中,烘干2.8h,控制烘干后纤维含水率为8%-10%。
(2)纺纱,步骤与实施例1相同,制成25tex纱线,断裂强度≥2.6cN/dtex。
(3)织造:使用JAT810型喷气织机,采用平纹组织,设置织造速度320r/min,织造张力160N;织造成幅宽150cm的坯布,控制坯布经密300根/10cm、纬密260根/10cm。
一种可再生苎麻纤维/羊毛混纺面料的染整工艺,包括:
(1)退浆:调节4g/L淀粉酶溶液pH至6.2,将面料置于淀粉酶溶液中52℃浸泡55min,70℃热水清洗2次,每次10min,去除浆料。
(2)-(3)与实施例1相同。
(4)天然染料染色:按照10%o.w.f茜草染料、4g/L硫酸铝、0.5g/L聚氧乙烯月桂醚配置染色浴,按照浴比1:22进行染色。
染色过程中,先52℃保温12min,之后以1.2℃/min速率升温至80℃,温度达到后,保温45min。之后自然降温至40℃以下,清水清洗2次。
(5)-(6)与实施例1相同。
(7)定型:将脱水后的面料125℃定型18s,张力80N。自然冷却至室温,得到成品。
实施例3
一种可再生苎麻纤维/羊毛混纺面料,包括:可再生苎麻纤维50%、羊毛纤维25%(细度18μm,脱脂除杂)、Lyocell纤维24%(细度1.2dtex,长度35mm)、2%壳聚糖抗菌剂0.5%、柠檬酸酯抗皱剂0.5%。
可再生苎麻纤维由回收苎麻制品经破碎、脱胶、梳理制成,长度30mm,细度1.8dtex;羊毛纤维选用细度22μm的细支羊毛,经脱脂、除杂处理,去除表面油脂及杂质;Lyocell纤维再生纤维素纤维,细度1.5dtex,长度38mm。
一种可再生苎麻纤维/羊毛混纺面料的制备方法,包括:
(1)纤维预处理:
①将可再生苎麻、羊毛纤维、Lyocell纤维共同放入80℃的去离子水中浸泡30min,去除表面附着的灰尘及微量杂质。
②将纳米氧化锌抗菌剂与柠檬酸酯抗皱剂加入去离子水中,搅拌至完全溶解后,将预处理后的纤维放入该溶液中,在50℃条件下以300W功率超声处理20min,确保助剂均匀附着于纤维表面。
③将超声后的纤维放入90℃鼓风干燥箱中,烘干2h,控制烘干后纤维含水率为8%-10%。
(2)纺纱,步骤与实施例1相同,制成18tex的纱线,确保纱线断裂强度≥2.5cN/dtex。
(3)织造:使用JAT810型喷气织机,采用3/1右斜纹组织,织造速度400r/min,张力200N;织造成幅宽150cm的坯布,控制坯布经密350根/10cm、纬密300根/10cm。
一种可再生苎麻纤维/羊毛混纺面料的染整工艺,包括:
(1)退浆:调节5g/L淀粉酶溶液pH至6.8,将面料置于淀粉酶溶液中60℃浸泡50min,70℃热水清洗2次,每次10min,去除浆料。
(2)-(3)与实施例1相同。
(4)天然染料染色:按照15%o.w.f靛蓝染料、5g/L硫酸铝、0.5g/L聚氧乙烯月桂醚配置染色浴,按照浴比1:30进行染色。
染色过程中,先60℃保温10min,之后以2℃/min速率升温至85℃,温度达到后,保温30min。之后自然降温至40℃以下,清水清洗2次。
(5)-(6)与实施例1相同。
(7)定型:将脱水后的面料140℃定型10s,张力80N。自然冷却至室温,得到成品。
对比例1
一种可再生苎麻纤维/羊毛混纺面料,包括可再生苎麻纤维50%、羊毛纤维50%,参数与实施例1相同,制备和染整工艺与实施例1相同。
对比例2
一种可再生苎麻纤维/羊毛混纺面料,成分和制备方法与实施例1相同,不同之处在于染整工艺不同,步骤如下:
(1)退浆:按照5g/L氢氧化钠、3g/L十二烷基苯磺酸钠配置处理液,将面料置于处理液95℃煮练60min,冷水清洗3次,每次10min,去除浆料。
(2)-(3)与实施例1相同,其中,精炼表面活性剂为十二烷基苯磺酸钠。
(4)染色:按照8%o.w.f直接耐晒黄G、10g/L食品级氯化钠配置染色浴,调节pH7.0,面料95℃染色保温60min,之后水洗固色。
(5)固色:配置5g/L甲醛类固色剂,将染色后的面料置于固色剂中80℃浸泡30min,水洗后柔软整理。
(6)柔软整理方法与实施例1相同。
(7)定型:将脱水后的面料160℃定型30s,张力80N。自然冷却至室温,得到成品。
对比例3
一种可再生苎麻纤维/羊毛混纺面料,成分和染整工艺与实施例1相同,不同之处在于制备方法不同:省略了超声处理流程,直接将纤维与助剂混合后,进入烘干流程,其余步骤参数不变。
测试例1
实施例1-3核心性能测试,包括:
①抗菌率:GB/T 20944.3-2008,振荡法,测试大肠杆菌/金黄色葡萄球菌,20℃振荡2h。
②抗皱回复角:GB/T 3819-2017,折痕回复角测试仪,测经/纬向急弹性回复角,取总和。
③色牢度:耐洗(GB/T 3921-2008,4级程序)、耐摩擦(GB/T 3920-2008,9N压力)。
④断裂强力:GB/T 3923.1-2013,拉伸试验机,试样宽50mm,速度100mm/min。
⑤吸湿率:GB/T 21655.1-2008,20℃、65%湿度下,测24h吸湿量/干重比值。
⑥透气率:GB/T 5453-2017,透气量测试仪,压差100Pa。
⑦耐磨性:GB/T 21196.2-2007,马丁代尔仪,12kPa压力,测破损前摩擦次数。
⑧手感评分:5人盲评,5分(顺滑)-1分(僵硬),取平均值。
测试结果如下表1所示:
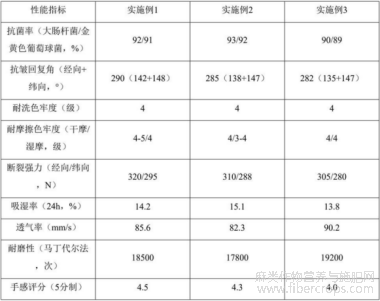
由表1可知,(1)抗菌性能:实施例2抗菌率最高,实施例3略低,说明抗菌剂用量与效果正相关,且纳米氧化锌、壳聚糖均能实现≥89%抑菌率,适配不同需求。
(2)抗皱性能:实施例1回复角290°,实施例2因Modal纤维抗皱基底弱于Lyocell,回复角略降低,实施例3同样符合抗皱剂用量减少,抗皱性略降低的趋势。
(3)结构性能:实施例3采用斜纹组织,透气率、耐磨性显著优于平纹实施例1-2,印证了斜纹透气优、耐磨强特性;同时因纱线细、苎麻比例高,断裂强力略低,属于合理结构权衡。
(4)吸湿与手感:实施例2吸湿率15.1%最高,实施例3手感4.0分,但仍达“柔软达标”标准。
测试例2
实施例1与对比例1-3性能及环保对比,测试内容如下:
①甲醛残留:GB/T 2912.1-2009,乙酰丙酮分光光度法。
②染色废水COD:GB/T 11914-1989,重铬酸钾法。
③染色能耗:电参数测试仪,记录染色总耗电,算单位(kWh/kg)能耗。
④抗菌剂分布偏差:EDS能谱仪,测纤维表面助剂元素浓度,计算最大/平均浓度偏差率。
⑤面料色差:GB/T 7921-2008,色差仪,测CIE LABΔE最大值。
⑥其余性能:同测试例1。
测试结果如表2所示:
表2实施例1与对比例1-3性能及环保对比结果
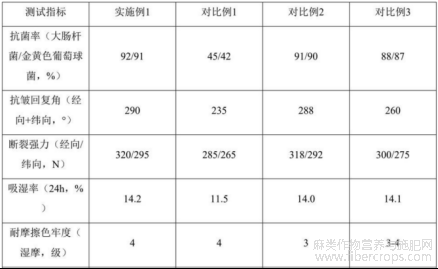
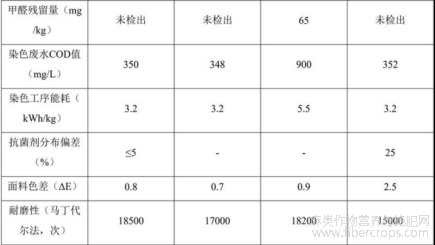
由表2可知,对比例1无再生纤维素纤维,与水冷1相比断裂强力低11%-10%、吸湿率低19%、手感低33%,证明了再生纤维素纤维提升强力、吸湿、柔软作用;无功能性助剂时,抗菌率仅为实施例1的49%-46%、抗皱回复角低19%,但保留45%/42%抗菌率。对比例2甲醛残留65mg/kg、COD值为实施例1的2.6倍、染色能耗高72%,且湿摩擦色牢度低1级、透气率低12%,凸显了实施例1环保与性能双重优势。对比例3省略了超声预处理,抗菌剂分布偏差达25%(实施例1≤5%),导致色差E=2.5、抗皱回复角低10%、耐磨性低19%,印证了超声处理确保助剂均匀、稳定性能的关键作用,且吸湿率无差异,说明该步骤仅影响助剂附着。
最后应说明的是:以上实施例仅用以说明本发明的技术方案而非对其进行限制,尽管参照较佳实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本发明的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本发明技术方案的精神和范围。
文章摘自国家发明专利,一种可再生苎麻纤维/羊毛混纺面料及其环保染整工艺,发明人:韩清林,戴紫轩,申请号:202511703760.3,申请日:2025.11 .19
