摘 要:为解决工业大麻割铺机收割过程中因作业速比不匹配引起的割台喂入时缠绕?阻塞等问题,对工业大麻割铺机割台结构和关键作业过程进行分析?首先,通过分析拨禾喂入?输送和排禾过程,得到割台顺利收割条件下的输送速度与前进速度的比值大于等于1.39;然后,进行田间试验,基于响应曲面分析法得到最佳参数组合为行车速度5.75km/h?甩麻转速334.82r/min?割刀转速427.69r/min,此时麻秆漏割量为0.92株?割茬高度为104.26mm;最后,进行验证试验,调节行车速度为5.7km/h?甩麻转速为335r/min和割刀转速为428r/min,此时输送速度与前进速度的比值为2.07,测定割茬高度为101.5mm,相对误差为2.7%,大麻漏割量为1株,相对误差为8%,收割效果较好,验证了理论分析的正确性,可以满足工业大麻机械化收获要求?
关键词:工业大麻;割铺机;割台;输送速比:响应曲面
0 引言
工业大麻属于大麻科大麻属一年生草本植物,是重要的经济作物,还有汉麻?线麻?火麻?魁麻等别称,具有适应性强?易于种植和生长迅速等特点,在纺织?造纸?医药?食品等众多领域广泛应用,有着广阔的发展前景[1-3]?我国是世界上工业大麻种植面积最大的国家之一,7000余年种植历史源远流长且分布地域广泛,据联合国粮农组织等统计,我国的种植面积约占世界的1/2,产量占全球总产量的25%?伴随经济持续发展?民众生活水平不断提升,以及国家乡村振兴战略的推进,人们对麻类产品有着迫切需求,工业大麻的种植面积也在逐步扩大?
随着农业机械化技术的进步,各国开始探索适合工业大麻的机械化收获方式[4-6]?20世纪40年代后期,苏联实现了从播种到脱粒的全程机械化?美国约翰迪尔公司研制了能够对工业大麻茎秆进行高效收割和均匀铺放的工业大麻割晒机?德国CLASS公司研制出了CLASS4000系列大麻种茎一体收获机,其可通过上切割系统对工业大麻植株梢部进行切割,通过下切割系统对根部同步进行切割?近年来,各国不断改进现有收割机性能,引入人工智能和自动化系统,使收割机具备自主导航和智能控制功能,俄罗斯的KKP-1.8型半悬挂式联合大麻收获机?荷兰Dun Agro公司与Wittrock公司联合研制的大麻收获机和德国的模块式药用麻收获机等设备已广泛应用于工业大麻的收割作业中,这些设备通常具备自主导航?智能控制和自动化作业等功能,能根据植株的预设路线实现精准收割?国外工业大麻收获机械主要以联合作业为主,设备大?功耗高,不适合我国的种植农艺和加工工艺[7]?国内的工业大麻收获机械研发始于20世纪90年代[8],中国农业科学院麻类研究所启动了基础研究,探索适合我国种植模式的收获机械?陈达等[9]针对工业大麻茎秆力学特性开展研究,为后续机械设计奠定了理论基础?Zhou等[10]?Shen等[11]对双动刀往复式切割器进行了研究,其切割速度是单动刀往复式切割器的2倍,田间试验结果表明双动刀片比单动力切割质量好?还有学者[12]进行了机械部件性能提升的研究,但未见对工业大麻植株收获作业过程中的最佳速比匹配机理的研究,工业大麻割铺机作业速比不匹配极易造成刀具的缠绕并引起阻塞等问题,增加麻农的工作强度,降低产量和工作效率,直接影响经济效益?为此,本文针对工业大麻割铺机喂入?输送?排禾过程和收获作业喂入机理进行研究,以期得到合理的喂入输送排禾参数,助力工业大麻高质量收割?
1 工业大麻的植株特性与割台结构
1.1 植株特性
成熟期的工业大麻茎秆呈淡绿色,基部呈圆形,植株中上部存在较浅的纵沟,为直根系,主要集中分布于20~40cm的土层中,适应环境能力强,既耐旱又耐涝,适合在温暖?阳光充沛?热量充足且湿润多雨的环境条件下生长?其植株高大且枝杈较少,纤维含量较高,机械化收获适应性好?在东北地区,成熟的工业大麻植株高度通常为1~3m,少数植株可达6m,茎粗在6~45mm之间,如图1所示?经研究发现,工业大麻茎部直径越细长度越长,纤维含量越高,最佳收获期植株高度为2.0~2.5m,茎粗为6~10mm[13-14]?
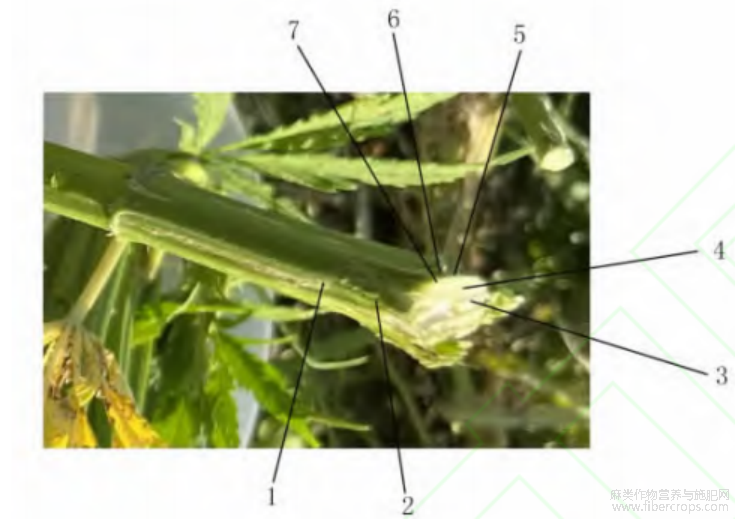
1.表层;2.皮层;3.次生皮层;4.韧皮部;5.形成层;6.木质部;7.髓?
图1 工业大麻茎秆结构图
1.2 种植农艺
工业大麻种植需在土层深厚?疏松肥沃?保水保肥力强?富含有机质?地下水位低且排水性好的地块?在东北地区,工业大麻每年4月—5月为耕种期,以机器条播为主,行距10~15cm,株距5~6cm,播深4~5cm,播种量60~70kg/hm2,生长期110~130d,最佳采收期为8月—10月,此时雄株花粉散尽,植株下部叶片开始变黄?采收方式为放铺收割,工业大麻植株被机器整齐割铺于地面,经过约20d雨露沤麻后打捆,运送到初加工工厂加工大麻纤维[13]?
1.3 割台结构
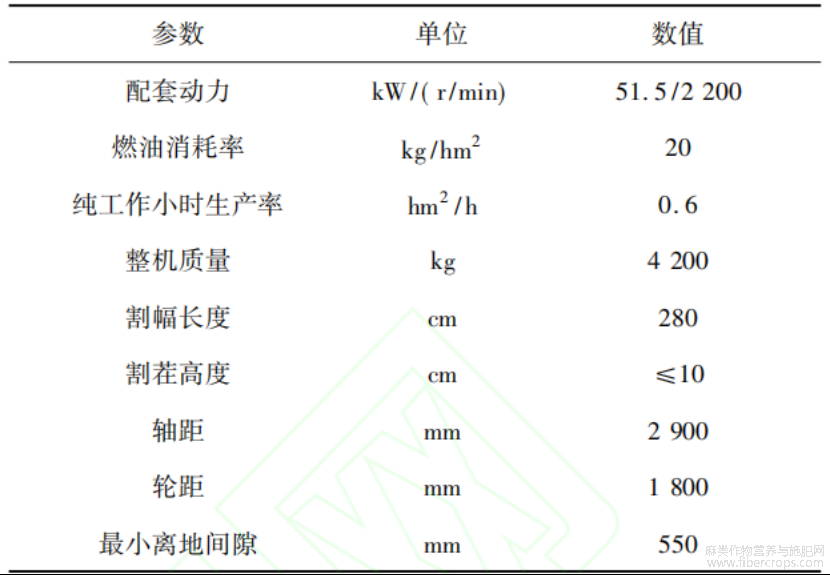
试验用工业大麻割铺机为前期十三五项目研制的样机,主要技术参数如表1所示?在此基础上进行深入研究,以期得到更加优化的工业大麻机械化收获机?
表1 工业大麻割铺机主要技术参数
割铺机割台[15]结构示意图如图2所示?割台通过悬挂装置挂接在机器的前方,为四连杆油缸机构,可以调整割台倾角;扶禾装置在割刀上方,有主动拨禾?扶禾喂入作用;拨禾输送铺放装置安装在机架上,用于将切割后的大麻植株横向输送与铺放;分禾装置在割台一侧;切割装置为无极调速的液压系统动力,运用往复式割刀,其动力在中部位置,能够同时完成扶禾?分禾?切割输送和甩麻铺放作业;通过悬挂装置调节割台的角度和高低,以适应不同植株的田间工况,达到最佳收获效果?
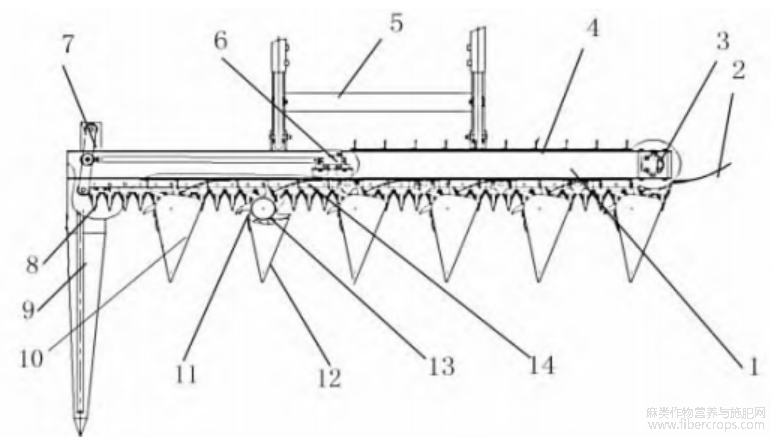
1.机架;2.铺放角度调节器;3.拨禾输送动力轴;4.拨齿输送带;5.悬挂装置;6.割刀马达驱动;7.切割装置;8.往复割刀组件;9.分禾装置;10.扶禾装置;11.拨禾星轮;12.分禾板;13.防缠盖;14.压禾弹齿?
图2 工业大麻割台结构图
2 关键作业过程分析
2.1 切割过程
2.1.1 麻秆顺利喂入而不被推倒条件
在割铺作业中,机器向前推进,麻秆被喂入到割台,当植株接触到拨禾星轮瞬间,拨禾星轮齿将植株喂入输送,植株发生回弹,当初始状态倾斜的植株在临界条件时,刚好能喂入到割刀,此时植株倾斜角度应不小于临界极限夹角[16-23],如图3所示?当大麻植株在机具前进作用下被喂入割刀时,在分禾板的作用下,从分禾板前部D滑动到末端E,此时仅考虑横向偏移;植株在拨禾星轮拨齿的作用下从E点快速旋转到F点,理论测得拨禾星轮拨齿的旋转角为51.43°,此时植株的垂直偏移距离为S,与地面的夹角为β?
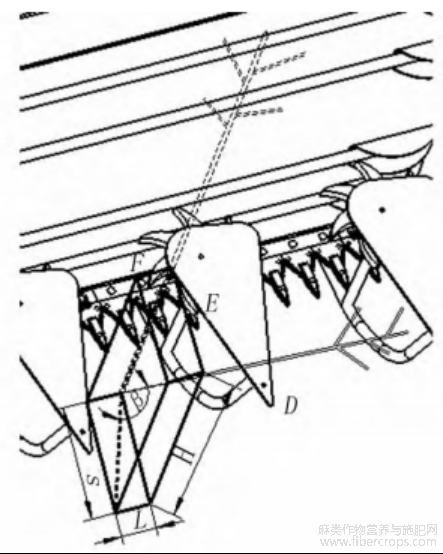
图3 麻秆偏移示意图
植株顺利喂入而不被推倒或折断的条件为
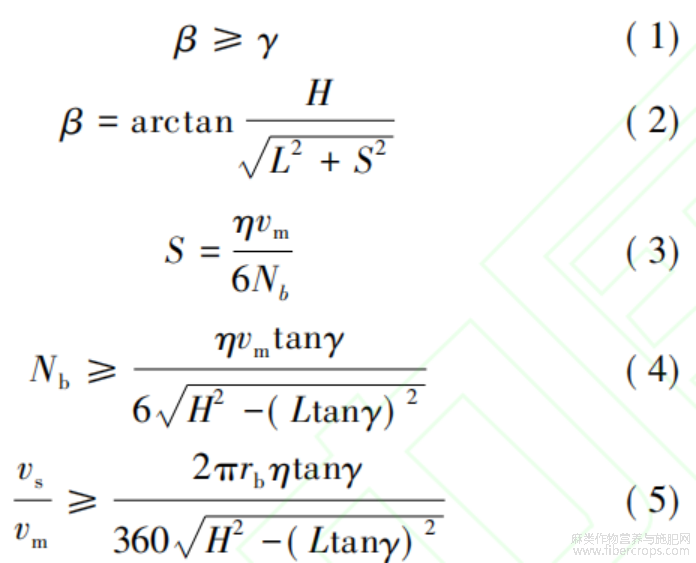
式中:Nb为拨禾星轮转速的数值,单位r/min;η为拨禾星轮转动角度的数值,单位(°);vm为割台前进速度的数值,单位m/s;vs为输送速度的数值,单位m/s;rb为拨禾星轮半径的数值,单位m;H为拨禾星轮离地高度的数值,单位m;L为植株横向偏移量的数值,单位m;γ为极限夹角的数值,单位(°),是植株顺利喂入而不被推倒折断的角度,经试验计算得45°~55°,此处取γ=50°?
经计算得,vs/vm≥0.55?
2.1.2 麻秆多株喂入拨送条件
喂入切割过程如图4所示?为使多株连续喂入,植株经分禾板分禾后被拨禾星轮拨齿1带动往后输送喂入割刀,并由压齿压在输送带拨齿间,此时,机器前进Sab,假设植株在前进方向未有偏移,植株从a点滑移至b点,此时拨齿2刚好到达b点,则可实现植株的连续喂入作业。则

整理得
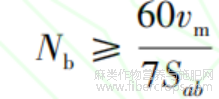
星轮在输送带拨齿作用下转动,其动力来自甩麻带拨齿,假设拨禾星轮转动线速度和输送带速度相同,则

经计算得,
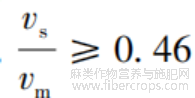
图4 大麻植株喂入俯视图
2.1.3 麻秆顺利切割的条件
为分析其运动,以拨禾星轮中心为坐标原点,沿分禾器板平面方向(行车方向)为y轴,麻秆在割台上传输方向为x轴正方向,建立xoy坐标系,投影至地面为坐标系x'o'y',如图5所示?
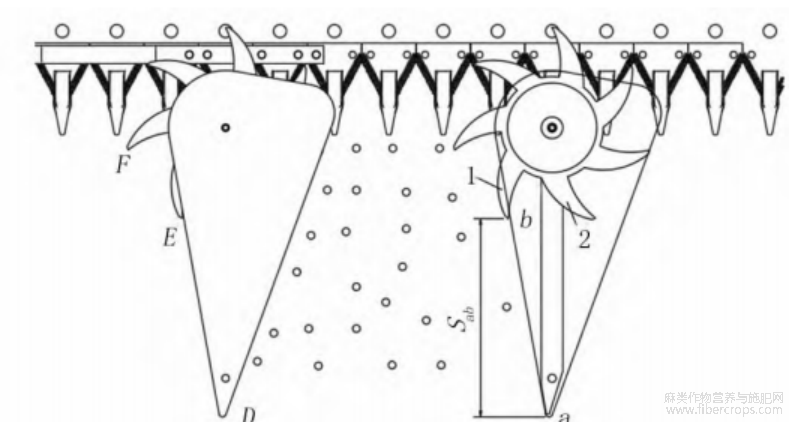
图5 拨禾星轮运动示意图
拨禾星轮转动角度如图6所示。
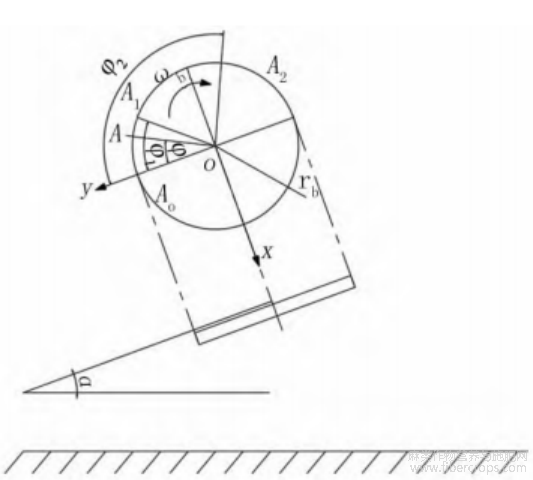
图6 拨禾星轮转动角度
以拨禾星轮齿尖A0点为起始点,当割铺机静止不动时,拨禾星轮在输送带的带动下做旋转运动,当拨禾星轮指尖A0经过时间t转动至A点时,其转角为φ,此时拨禾星轮指尖坐标为

其在地面投影坐标系的坐标位置为

式中:α为拨禾星轮与地面夹角的数值,单位(°);φ为拨禾星轮拨齿转过的角度的数值,单位(°),φ=ωbt;ωb为拨禾星轮角速度的数值,单位rad/s;t为拨禾星轮转动时间的数值,单位s?
当割铺机作业时,拨禾星轮指尖A0点转φ1至A1点,此时拨禾星轮指尖在地面投影坐标系的坐标位置为

当拨禾星轮指尖从A0点转至A1点时开始起扶禾作用,将工业大麻植株带向往复式切割器;转至A2点时(A0点转φ2角度到A2点),强行将工业大麻植株被喂入往复式切割器进行切割?
对式(11)求导,可得到拨禾星轮指尖A0点转动至任意位置处地面投影速度,即

当拨禾星轮齿在地面投影y'方向的分速度v'y向后时,拨禾星轮齿才能起到扶禾作用,即
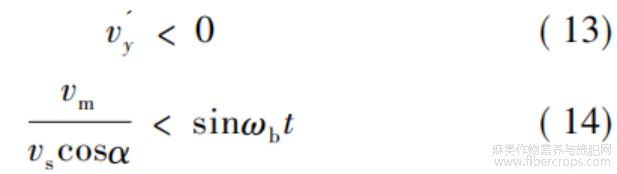
因sinωbt在±1内变化,即

经计算得,

2.2 输送过程
当机器切割作业时,植株在分禾器的作用下发生倾斜,被拨禾星轮主动喂入到切割器切割掉后,被拨禾星轮带入输送带的拨齿间,由压禾弹尺压住输送,植株竖直排列在输送带拨齿间,因机器前进方向在被动压迫和压禾弹尺作用下,植株贴紧割台输送平面,被输送到甩麻铺放环节?高大?分枝多的工业大麻茎秆在输送装置上的堆积会导致工业大麻植株输送铺放不畅?作业过程中,随着机具向前运动的同时植株连续被喂入割台,在拨禾星轮的作用下引向往复式切割器进行切割,在输送带的带动下进行输送,为使输送顺畅不堵塞,则单位时间内输送带拨齿间的总株数应大于切割掉的植株数量,且保证在甩麻端聚积后的株数能够顺利抛出[22-24]?
进麻总株数w1为

式中:t1为单位时间的数值,单位s;L1为机具前进距离的数值,单位m;L2为两分禾装置间距的数值,单位m;w为两分禾装置间进麻株数的数值,单位株;ρ为单位面积内植株种植密度的数值,单位株/m2?
工业大麻植株聚积在输送通道的株数w2为

式中:q为聚积系数?
假设拨禾星轮外径转动的线速度和输送带线速度vs相同,在单位时间内,拨禾星轮主动喂入的总株数w3可以近似为拨禾星轮相邻两齿间承载株数的总和,即
![]()
式中:w0为拨禾星轮两拨齿间喂入株数的数值,单位株;b为拨禾星轮拨齿顶间距的数值,单位m?
割台输送作业顺利?不堵塞,则需要输送带甩出的总株数大于割刀切割掉后植株聚积后的株数,即w3≥w2,由式(18)~式(20),得
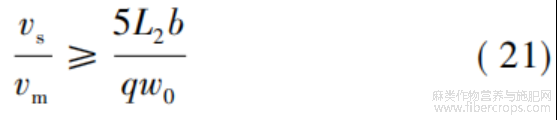
经理论数据计算得,
综上分析,顺利切割条件下的输送速度与前进速度的比值≥1.39?
3 田间试验与分析
3.1 试验地点与条件
于2022年8月—10月在黑龙江省齐齐哈尔市克山县大麻种植合作社进行割台试验?试验品种为火麻五号,植株含水率48.5%?植株行距10mm,高度2378mm,直径10.3mm,平均质量102g,密度267株/m2?
3.2 试验方法
3.2.1 选取评价指标
本文参照GB/T 8097—2008《收获机械联合收割机试验方法》[25]和GB/T 5262-2008《农业机械试验条件测定方法的一般规定》[26]的试验方法进行试验?对工业大麻植株拨禾喂入作业质量进行分析,综合考虑现场试验条件和可操作性,考虑喂入速比与收获质量影响关系,选定正交试验因素为行车速度A?甩麻转速B?割刀转速C,评价指标为漏割量y1?割茬高度y2?
3.2.2 试验方法
在每组试验中,选取6个间隔为2m的被测点,围绕每个被测点划定测量区域;将测量区域通过等面积或等间距的方式,均匀划分为4个子区域;在每个子区域内,选取5个测量点,以每个测量点为中心,随机选取5个样本进行测量,每个子区域共获取25个样本?取25个样本的平均值,再计算4个子区域结果的平均值作为该被测点的测量值;最终,试验结果取6个被测点测量值的平均值,以确保数据的科学性和代表性?
3.2.3 试验方案
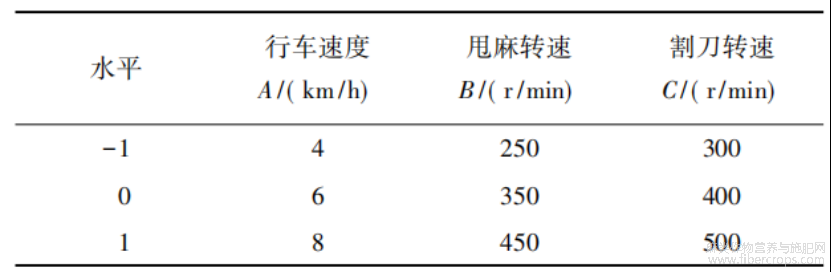
正交试验是基于Box-Behnken设计的,后续运用Design-expert进行试验数据整理和分析确定各影响因素对评价指标的影响规律[27-28]?依据工业大麻植株长势和田间采收作业经验,确定各参数的可行区间;同时,结合实际生产中的作业效率?能耗和设备的机械性能限制等因素确定试验因素取值,设定试验水平表如表2所示?
表2 试验因素水平表
3.3 试验结果分析
3.3.1 试验结果
考虑实际作业参数情况,根据正交试验设计规则得到17组方案,试验结果如表3所示?
表3 正交试验结果

3.3.2 建立回归模型与显著性检验
根据试验结果,建立漏割量y1?割茬高度y2的回归模型如式(28)~式(29)所示,分析结果如表4~表5所示?
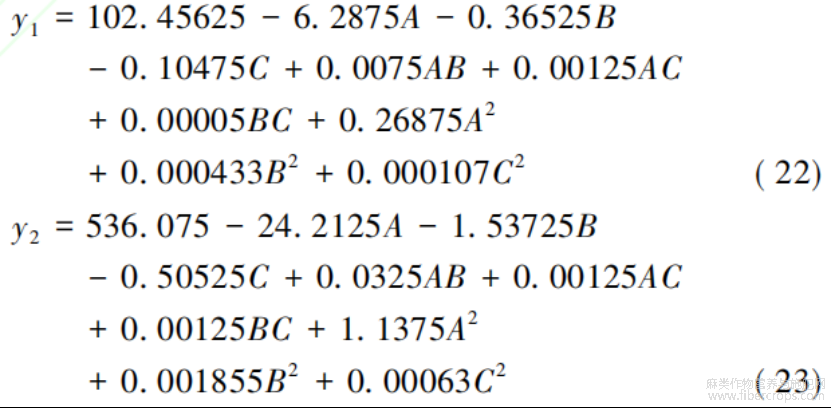
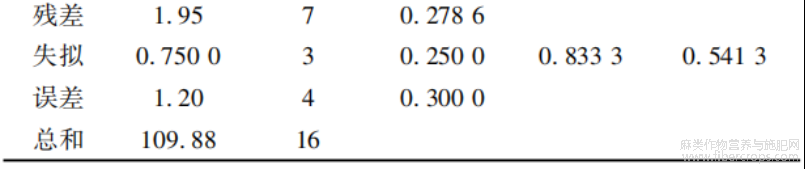
表4 漏割量回归模型方差分析
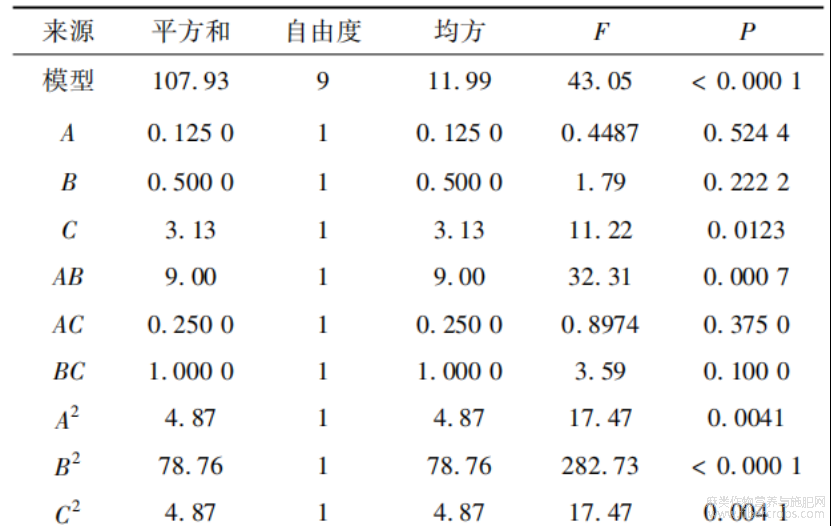
注:P<0.0001,模型极显著;0.0001≤P<0.05,模型显著;P≥0.05,模型不显著?
表5 割茬高度回归模型方差分析
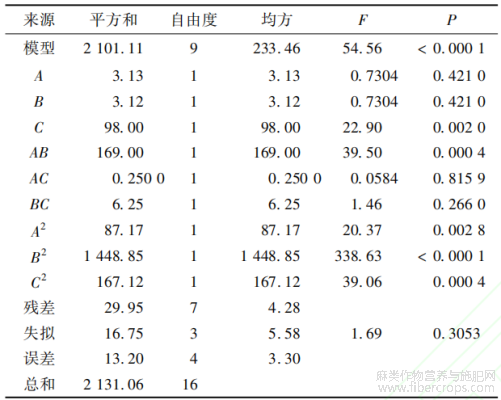
注:P<0.0001,模型极显著;0.0001≤P<0.05,模型显著;P≥0.05,模型不显著?
由表4~表5可知,漏割量的回归方程F为43.05,割茬高度的回归方程F为54.56,P均小于0.0001,说明回归模型极显著;漏割量的失拟项P为0.5413,割茬高度的失拟项P为0.3053,均大于0.05,则回归模型拟合度高,可较好反映各因素与指标的关系?
3.3.3 试验数据响应曲面分析
运用Design-Expert13软件绘制各因素相互关系对指标影响响应曲面,如图7所示?图7(a)~7(c)可知,当行车速度和甩麻转速单一增加时,漏割量变化趋势均为先减后增,说明行车速度过快或过慢?甩麻转速过高或过低,均会导致漏割量增加,当甩麻转速为350r/min?行车速度为6km/h时漏割量最小;当行车速度和割刀转速单一增加时,漏割量的变化趋势均为先减后增,说明行车速度与割刀转速未达到合理匹配时,易造成漏割量上升,当割刀转速为400r/min?行车速度为6km/h时漏割量最小;当甩麻转速和割刀转速单一增加时,漏割量的变化趋势均为先减后增,说明甩麻转速与割刀转速未形成最佳组合时,会影响切割效果导致漏割量增加,当甩麻转速为350r/min?割刀转速为400r/min时漏割量最小?
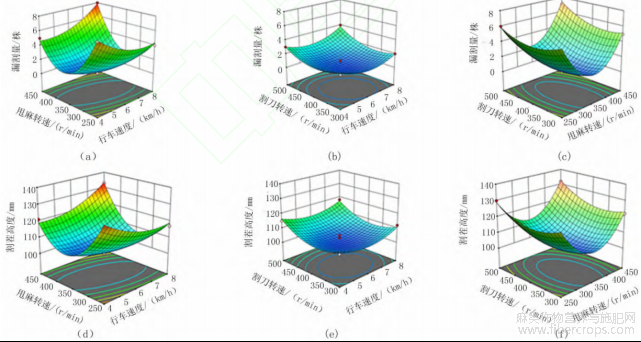
图7 因素交互对试验指标的影响响应曲面
由图7(d)~7(f)可知,当行车速度和甩麻转速单一增加时,割茬高度变化趋势均为先减后增,表明行车速度过快或过慢?甩麻转速过高或过低,都会使割茬高度增加,当甩麻转速为350r/min?行车速度为6km/h时,割茬高度最小;当行车速度和割刀转速单一增加时,割茬高度的变化趋势均为先减后增,说明行车速度与割刀转速未达到合理匹配时,容易造成割茬高度上升,当割刀转速为400r/min?行车速度为6km/h时,割茬高度最小;当甩麻转速和割刀转速单一增加时,割茬高度的变化趋势均为先减后增,表明甩麻转速与割刀转速未形成最佳组合时,会影响切割效果,导致割茬高度增加,当甩麻转速为350r/min?割刀转速为400r/min时,割茬高度最小?
3.3.4 最优参数组合
运用Design-Expert软件对正交试验进行优化分析,建立优化目标函数为
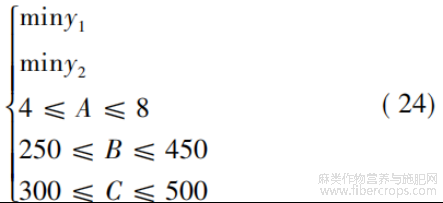
得出最优参数组合为行车速度5.75km/h?甩麻转速334.82r/min?割刀转速427.69r/min,此时麻秆漏割量为0.92株?割茬高度为104.26mm?
3.3.5 验证试验
基于试验分析得到的最优参数组合,进行验证试验,以检验优化结果的正确性?据最优参数进行现场调试,设置行车速度为5.7km/h?甩麻转速为335r/min?割刀转速为428r/min,此时输送速度与前进速度的比值为2.07,在相同田间场景下试验6次?试验结果取平均值,结果如表6所示?
表6 优化结果与验证结果对比
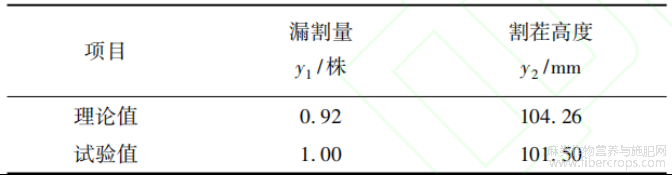
由表7可知,割茬高度理论值与试验值相对误差为2.7%,小于5%置信区间;漏割量理论值与试验值相对误差为8%,接近5%置信区间,优化结果可靠?
4 结论
1)对工业大麻割铺机的喂入?输送?排禾过程进行理论分析,得到顺利切割过程条件下的输送速度与前进速度的比值应不小于1.39?
2)进行田间试验,基于响应曲面分析法分析试验因素对大麻漏割量?割茬高度的影响,得到优化模型,确定最佳参数组合为车速度5.75km/h,甩麻转速334.82r/min,割刀转速427.69r/min,此时大麻漏割量?割茬高度分别为0.92株和104.26mm,符合工业大麻机械化收获作业要求?
3)进行验证试验,以最优参数组合为依据,设置行车速度为5.7km/h?甩麻转速为335r/min?割刀转速为428r/min,测得割茬高度为101.5mm,相对误差为2.7%;大麻漏割量为1株,相对误差为8%?试验结果验证了理论结果的正确性?
参考文献:
[1]高佳缘,刘佳,房磊,等.13个纤用工业大麻黑龙江第三积温带的比较试验及适应性分析[J].中国麻业科学,2021,43(1):21-25.
[2]刘雪强,刘阳,粟建光,等.中国汉麻综合利用技术与产业化进展[J].中国麻业科学,2019,41(6):283-288.
[3]urczyk H,Kaniewski R.New technology of harvestinghemp grown for seed[J].Journal of industrial hemp,2005,10(1):49-60.
[4]eyholos M K,Potter S.Engineering bast fiber feedstocksfor use in composite materials[J].Biocatalysis and agricultural biotechnology,2014,3(1):53-57.
[5]hen Y,Liu J D,Gratton J L.Engineering perspectives of the hemp plant,harvesting and processing[J].Journal of industrial hemp,2004,9(2):23-39.
[6]Liu L J,Lao C Y,Zhang N,et al.The effect of new continuous harvest technology of ramie(Boehmeria nivea L.Gaud.)on fiber yield and quality[J].Industrial crops and products,2013,44:677-683.
[7]王德明,张晓青,朱士强,等.工业大麻应用及种植技术装备发展现状[J].农业工程,2023,13(9):20-25.
[8]向伟,马兰,刘佳杰,等.工业大麻生产全程机械化技术研发现状与展望[J].中国麻业科学,2021,43(6):320-332.
[9]陈达,赵建秋,宋江,等.“龙麻3号”茎秆径向压缩力学特性试验[J].农机化研究,2022,44(9):229-235.
[10]Zhou Y,Shen C,Li X W,et al.Design and Test of 4LMD-160 Hemp Harvester[C]//Abstracts of The 2016 International Conference on Advanced Materials,Structures and Mechanical Engineering,2016,851:389-395.
[11]Shen C,Zhang B,Li X W,et al.Bench cutting tests and analysis for harvesting hemp stalk[J].International journal of agricultural and biological engineering,2017,10(6):56-67.
[12]唐国红,岳海兴.农机研发助力汉麻产业腾飞[N].农民日报,2024-07-31.
[13]马子竣,孙继英,孟令辉,等.高寒地区纤维用工业大麻栽培技术[J].黑龙江农业科学,2021(5):143-145.
[14]韩增德,郝朝会,邓志刚,等.自走式大麻割铺机:CN202022763496.1[P].2021-09-07.
[15]郝朝会,吴宗剑,李元宝,等.工业大麻收获机割台设计与试验[J].农业机械学报,2024,55(增刊2):112-121.
[16]郝付平,陈志,张子瑞,等.拨禾星轮式玉米收获台设计与试验[J].农业机械学报,2014,45(6):112-117.
[17]张红,熊龙驰,颜宏烨,等.韭菜气力扶禾装置的设计[J].包装与食品机械,2025,43(1):48-53.
[18]Salentijn E M J,Zhang Q Y,Amaducci S,et al.New developments in fiber hemp(Cannabis sativa L.)breeding[J].Industrial crops and products,2015,68:32-41.
[19]Chattopadhyay P S,Pandey K P.Mechanical properties of sorghumstalk in relation to quasi-static deformation[J].Journal of agricultural engineering research,1999,73(2):199-206.
[20]O'Dogherty M J,Huber J A,Dyson J,et al.A study of the physical and mechanical properties of wheat straw[J].Journal of agricultural engineering research,1995,62(2):133-142.
[21]肖霄,张贝贝,吴明亮,等.基于茎秆染色法的双向对搂式油菜拨禾机构输送铺放机理研究[J].农业工程与装备,2022,49(1):1-7.
[22]王博生.工业大麻割晒机割台关键部件作业参数试验及性能研究[D].大庆:黑龙江八一农垦大学,2023.
[23]贺华鹏.芦苇收割机割台关键部件参数优化研究[D].北京:中国农业科学院,2020.
[24]谭营,尚书旗,王东伟,等.甘薯茎叶收获仿垄型割台的设计与试验研究[J].农机化研究,2024,46(11):65-73.
[25]GB/T 8097—2008收获机械联合收割机试验方法[S].
[26]GB/T 5262—2008农业机械试验条件测定方法的一般规定[S].
[27]廖庆喜,王乾祥,万星宇,等.自走式油菜薹收获机设计与试验[J].农业机械学报,2023,54(3):126-138.
[28]廖凯,古全元,高自成,等.芦苇笋采收机研制[J].农业工程学报,2021,37(15):20-30.
文章摘自:吴宗剑,郝朝会,于靖博,等.工业大麻割铺机割台喂入速比分析与试验[J/OL].农机化研究,1-8[2026-04-24].https://link.cnki.net/urlid/23.1233.S.20260309.0946.004.
