摘 要:针对苎麻纤维长度离散性大、牵伸过程难于控制、成纱均匀性不佳的问题,文章通过分析牵伸区纤维受力状态,建立了一套系统的牵伸纤维力学模型,并提出一种可定量计算苎麻纤维加速点的方法。结合示踪纤维实验验证了模型的准确性,并进一步通过工艺实验与数据分析,揭示了加速点位置与成纱不匀率之间的内在联系。结果表明:纤维加速点的理论计算值与实验结果变化趋势一致,模型可靠性得到验证;纤维长度与牵伸隔距之差增大,会导致纤维加速点远离前钳口,且其离散程度增加,进而引起成纱不匀率上升。本研究结果可为调控牵伸工艺参数提高苎麻成纱质量提供理论依据。
关键词:苎麻纤维;牵伸过程;加速点;力学模型;成纱不匀
在全球绿色可持续发展战略推动下,天然纤维素纤维凭借生态友好特性,成为纺织工业转型升级的重要方向。其中,苎麻纤维因兼具吸湿透气、抗菌可降解等优异性能,在高端服装、功能性家纺等领域的需求持续增长[1-3]。然而,苎麻纤维长度离散性大的固有缺陷,导致其纺纱牵伸过程中纤维运动规律复杂,尤其是浮游纤维加速点难以精准控制,直接加剧成纱条干不匀问题,成为制约苎麻纺织品品质提升与高附加值应用的核心瓶颈[4-5]。
目前,纤维纺纱牵伸控制研究多集中于棉、化学纤维等长度均匀性较好的纤维,通过建立牵伸区纤维运动模型、优化罗拉隔距等方式改善成纱质量[6-8]。但针对苎麻纤维长度离散特性的专项研究仍较薄弱,尚未深入揭示牵伸过程中不同长度纤维加速点的分布规律,也缺乏可直接指导生产的加速点调控方法,导致实际纺纱中仍依赖经验参数设置,难以实现成纱质量的稳定提升。
基于此,本文聚焦苎麻纤维纺纱牵伸环节的核心问题,开展以下研究:首先,构建基于苎麻纤维长度分布特征的牵伸区纤维运动模型,明确不同长度纤维的受力机制与加速点影响因素;其次,设计多组变量实验,探究罗拉速度、隔距、纤维长度离散度对加速点位置的定量影响规律;最后,提出针对苎麻纤维的加速点精准调控策略,并通过纺纱实验验证该策略对降低成纱条干不匀率的有效性。本文研究成果旨在为苎麻纤维纺纱工艺优化提供理论支撑,助力提升苎麻纺织品的品质稳定性与市场竞争力,同时丰富天然纤维素纤维牵伸控制的研究体系。
1加速点理论计算模型
1.1纤维受力分析
牵伸区结构与纤维受力状态是构建加速点计算模型的基础。图1为两对罗拉构成的牵伸区,牵伸过程中,纤维先、后受到后罗拉(慢速)与前罗拉(快速)钳口的握持;罗拉钳口对苎麻条施加压力分布,通过该压力分布实现对苎麻条的控制,使纤维运动状态由慢速(蓝色)转变为快速(红色)。

图1罗拉牵伸区中的压力分布及纤维数量分布
对于未被罗拉钳口直接握持的浮游纤维,其运动状态受周围纤维摩擦力的影响:快速纤维对其产生引导作用,慢速纤维对其产生控制作用。浮游纤维受快速纤维的引导力FA与慢速纤维的控制力FR作用,当引导力大于控制力(FA>FR)时,浮游纤维开始加速并进入快速运动状态,此时纤维所处位置即为加速点。
根据纺织力学理论及相关研究成果[9],引导力FA与控制力FR的计算公式如下:
![]()

式中:Uv为纤维间动摩擦系数;U0为纤维间静摩擦系数;l为纤维长度;a为纤维头端到前钳口的距离; k(x)/N(x)为快速纤维占截面纤维数量的比重;k(x)/N(x)为慢速纤维占截面纤维数量的比重;Pf(x)为前钳口产生的压力分布;Pxb()为前后钳口产生的压力分布。
1.2关键参数确定
由引导力与控制力计算公式(见式(1)和式(2))可知,要实现苎麻纤维加速点的计算,需确定牵伸区中快、慢速纤维的数量分布、纤维间动、静摩擦系数,以及罗拉钳口作用于麻条的压力分布这三大关键参数。
1.2.1摩擦系数
纤维间摩擦系数是计算引导力与控制力的核心基础参数,其数值直接影响纤维间摩擦力的计算结果。通过查阅纺织材料摩擦特性相关文献[10],结合苎麻纤维物理特性,确定本文中苎麻纤维间的静摩擦系数为0.4454,动摩擦系数为0.2406。
1.2.2压力分布
罗拉钳口对麻条的压力分布,直接影响钳口对纤维的握持效果与控制力大小,是加速点计算中不可忽视的关键参数。为准确获取压力分布数据,本文采用薄膜压力传感器对罗拉压力分布进行实测[11]。该方法通过将薄膜压力传感器置于罗拉与苎麻条之间,实时采集并记录压力在牵伸区内的分布情况,可精准反映不同位置的压力大小,为后续理论计算提供真实、可靠的压力数据。
1.2.3纤维数量分布
牵伸区中快速纤维与慢速纤维的数量占比,决定了浮游纤维所受引导力与控制力的相对大小,对加速点位置具有重要影响。研究表明,牵伸区中的快、慢速纤维占比与变细点X存在以下关系[12]:

式中:X为纤维数量分布变细点;L为罗拉隔距;l为纤维平均长度;E为牵伸倍数。
当纤维在牵伸区的位置满足0≤x<X时:

当位置满足X≤x≤L时:
据此可确定牵伸区不同位置的纤维运动状态分布,为引导力与控制力的计算提供准确的纤维数量占比数据。
2实验
2.1实验原料
为确保实验结果的代表性与实用性,本文所用苎麻条由四川达州亚缇纺织科技有限公司提供,其主要规格参数如下:麻条定量为23.4g/m,纤维平均长度约110mm,短纤率约6%。
2.2加速点测量
为验证加速点理论计算模型的准确性,本文采用利用示踪纤维与参考线法测量苎麻纤维加速点(该方法是纺织领域研究纤维运动状态的经典可靠实验手段[13]),实验主要包括样品制备、牵伸与标记、数据测量与计算、数据统计分析四个步骤。
a)样品制备:取适量实验用苎麻条,将其平整铺展于水平桌面上,避免出现褶皱或拉伸变形。在苎麻条尾端(后进入牵伸区的一端)用标记笔绘制一条清晰的参考线,作为后续长度测量基准;选取长度分别为40、70、100mm的示踪纤维(选用与苎麻纤维颜色差异明显的纤维,便于观察识别),按图2(a)所示排列方式埋入苎麻条中,并准确测量记录牵伸前示踪纤维头端(先进入牵伸区的一端)到参考线的距离,记为bi。
b)牵伸与标记:将制备好的苎麻条头端缓慢喂入牵伸设备,设置预设牵伸工艺参数(牵伸倍数、罗拉隔距等)进行牵伸;当苎麻条中最后一根示踪纤维完全经过牵伸区,且苎麻条尾端参考线尚未进入牵伸区时,立即停止牵伸设备(避免参考线进入牵伸区后发生位置变化);随后用标记笔在苎麻条上准确标记前罗拉钳口的位置(如图2(b)所示),该标记作为后续加速点计算的关键基准位置。
c)数据测量与计算:根据实验设计设定牵伸倍数E;牵伸结束后,分别测量示踪纤维头端与前钳口标记线的距离(记为ci)、参考线与前钳口标记线的距离(记为s),并按式(6)计算各根示踪纤维的加速点位置xi:

d)数据统计分析:对同一实验条件下多根示踪纤维的加速点位置xi(i≥30)进行统计,计算加速点位置的平均值与标准差。其中,标准差反映加速点位置的离散程度,标准差越小,表明加速点分布越集中,纤维运动状态越稳定。
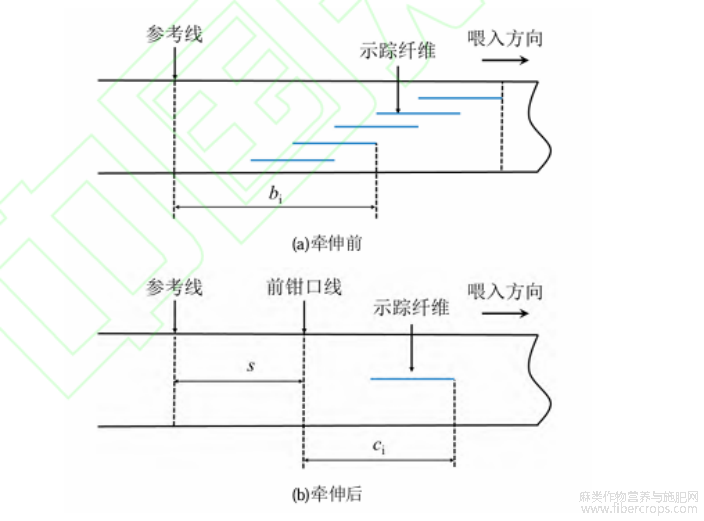
图2参考线法示意图
2.3成纱不匀率测试
成纱不匀率是评价纱线质量的核心指标,直接反映纱条在长度方向上的粗细均匀程度。为探究加速点位置与成纱不匀率的关联,本文采用CT3000条干均匀度测试分析仪检测成纱不匀率。
3结果与分析
3.1加速点计算模型验证
为验证加速点计算模型的有效性,本文通过示踪纤维法,在设定实验条件(牵伸倍数E=4,隔距L=160mm)下,对长度分别为40、70、100mm的苎麻纤维进行加速点实测,并将实测结果与理论模型计算结果进行对比分析,具体结果如表1所示。
表1苎麻纤维的加速点计算和测试结果

由表1可知,苎麻纤维长度与加速点位置存在显著关联:随着苎麻纤维长度增加,加速点位置逐渐向靠近前罗拉钳口的方向移动。具体而言,当纤维长度从40mm增至100mm时,实测加速点位置从38.3mm降至18.7mm,计算加速点位置从46.4mm降至22.5mm,两者变化趋势完全一致。同时,加速点标准差随纤维长度增加显著减小:40mm短纤维的实测加速点标准差为20.16mm,而100mm长纤维的实测加速点标准差仅为9.40mm,这表明长纤维加速点分布更集中,纤维运动状态更稳定。
从机理上分析,在相同牵伸隔距条件下,长纤维长度更长,其在牵伸区中与前、后罗拉钳口的握持作用范围更大,导致浮游区间(纤维未被钳口握持的区域)缩短,所受纤维间摩擦力更大且更稳定,因此纤维在变速过程中能保持较一致的运动状态,形成更集中的加速点分布。
表1数据显示,40mm与100mm长度苎麻纤维的加速点理论计算值与实测值误差超过20%,而70mm纤维误差仅7.8%。该差异源于模型基于纤维理想直线形态与均匀受力假设,而实际纤维存在弯曲、转曲等形态缺陷;同时,模型采用的摩擦系数、罗拉压力等参数为整体均值,与实际牵伸过程中的局部波动存在偏差。此外,实测加速点标准差超其平均值的50%,离散性显著;但理论计算值均处于实测值波动区间内,且变化趋势一致,证明所建模型可有效反映苎麻纤维牵伸过程中加速点的变化规律,为探究其牵伸运动机制提供可靠理论支撑。
3.2加速点与成纱不匀的关联
为探究苎麻纤维加速点与成纱不匀间的关联,本文设计不同牵伸隔距的对比实验:以5.6g/10m的苎麻粗纱为原料,在不同牵伸隔距条件下进行牵伸,纺制成28tex的纱。通过前文建立的理论模型计算不同实验条件下的纤维加速点位置,利用CT3000条干均匀度测试分析仪测试纺制纱的成纱不匀率,具体实验结果如表2所示。
表2苎麻纤维加速点位置与成纱不匀率

由表2可知,苎麻纤维加速点位置与成纱不匀率存在显著关联:当总牵伸隔距与纤维长度的差值(L-l)从110mm增至150mm时,纤维计算加速点位置从24.2mm增至37.1mm(即加速点远离前罗拉钳口12.9mm),同时成纱不匀率从18.6%升至23.7%,增幅达27.4%,该数据充分体现了加速点位置变化对成纱均匀度的显著影响。
从工艺机理层面分析,当牵伸隔距与纤维长度的差值增大时,纤维在牵伸区内的浮游长度增加,纤维运动稳定性变差,难以实现均匀变速,导致牵伸后纤维分布不均匀,最终反映为纱条不匀率增大。这一实验结果表明,在麻纺工艺生产中,牵伸隔距与纤维长度的匹配配置是影响成纱质量的关键工艺参数。实际生产中,需根据所用苎麻纤维的长度特性,合理调整牵伸隔距,尽可能减小纤维浮游长度,从而有效控制纤维加速点位置,降低成纱不匀率,保障苎麻纱高品质。本文聚焦苎麻纤维长度及其与牵伸隔距的匹配关系对加速点分布及成纱不匀的影响,建立相应力学模型并验证其趋势有效性。但研究存在一定局限性:当前模型与实验主要围绕纤维长度这一关键参数展开,尚未纳入纤维细度、扭转刚度等其他性能参数的影响。后续研究可构建集成纤维长度、细度、刚度等多参数的综合运动模型,进一步提升预测的普适性与精细度。
4结论
针对苎麻纤维因长度离散性大导致的成纱不匀问题,本文通过构建牵伸区纤维受力模型,提出苎麻纤维加速点的定量计算方法,并利用示踪纤维实验与成纱质量测试,研究了加速点分布规律及其对纱线均匀度的影响机制,主要结论如下:
a)所构建的基于纤维力学分析的加速点计算模型具有可靠预测能力。随着纤维长度增加,加速点位置趋近前罗拉钳口,模型计算值与实测结果在此变化趋势上完全一致,证实该模型可用于揭示和预测苎麻纤维在牵伸区内的运动规律。
b)纤维长度与牵伸隔距的差值增大,会导致加速点远离前钳口且离散程度增加,进而使成纱不匀率显著升高。
c)减小牵伸隔距或选用长度更均匀的苎麻纤维,均可促进加速点分布集中,从而降低成纱不匀率。
本文通过理论建模与实验验证相结合,阐明了苎麻纤维牵伸过程中加速点的变化规律及其对成纱质量的影响,为生产高均匀性苎麻纱的工艺参数优化提供理论依据。
参考文献
[1] 金新, 李强, 宋均燕, 等. 生物基 PA56/罗布麻混纺纱的开发与性能 [J/OL].现代纺织技术, 1-11[2026-01-13].https://link.cnki.net/urlid/33.1249.TS.20251203.1103.008. JIN X, LI Q, SONG J Y, et al. Development of bio-based PA56/Apocynum venetum blended yarns and their properties[J/OL]. Advanced Textile Technology, [2026-01-13].https://link.cnki.net/urlid/33.1249.TS.20251203.1103.008.
[2] ARIVENDAN A, THANGIAH W J J, DESAI D A. Ramie natural fibre-reinforced biodegradable composites: Mechanical, absorption and thermal behaviour study[J]. Iranian Polymer Journal, 2024, 33(1): 35-43.
[3] 蒋晶晶, 金肖克, 李伟松, 等. 基于红外光谱 PCA-LDA 统计分析的麻纤维鉴别研究[J]. 丝绸, 2024, 61(7): 102-108. JIANG J J , JIN X K, LI W S, et al. Discrimination research of bast fibers by PCA-LDA statistical analysis on infrared spectra[J]. Journal of Silk, 2024, 61(7): 102-108.
[4] JI X L, WU S J, YU C W. Analysis of ramie fiber length changes during the stretch-breaking process[J]. Journal of the Textile Institute, 2012, 103(1): 99-105.
[5] GUAN S, ZHONG H, YANG J, et al. Study on the processing of stretch-broken ramie yarns in a cotton spinning system[J]. Textile Research Journal, 2017, 87(16): 2018-2027.
[6] SHEN Y, YU C, SHANG S, et al. Study on the influence of drafting forms in front drafting zone of ring spinning frame on fiber motion and yarn quality[J]. Textile Research Journal, 2023, 93(13/14): 3202-3216.
[7] SUN N, LIU M. Study on the accelerated-point distribution of floating fibers in the drafting zone[J]. Textile Research Journal, 2022, 92(17/18): 3193-3203.
[8] 贺雅勤, 毕雪蓉, 钱希茜, 等. 牵伸对纱条条干不匀影响的模拟研究[J]. 纺织学报, 2021, 42(6): 85-90. HE Y Q, BI X R, QIAN X X, et al. Simulation study on effect of drafting on sliver unevenness[J]. Journal of Textile Research, 2021, 42(6): 85-90.
[9] 马文佳, 刘新金. 基于切断称重法的并条机牵伸区内变速点分布[J]. 现代纺织技术, 2024, 32(10): 94-101. MA W J, LIU X J. Distribution of variable speed points in the drafting zone of the drawing frame based on a cut-weighing method[J]. Advanced Textile Technology, 2024, 32(10): 94-101.
[10] 郁崇文. 纺纱学[M]. 4 版. 北京: 中国纺织出版社, 2023. YU C W. Spinning Technology[M]. 4th Edition, Beijing: China Textile & Apparel Press, 2023.
[11] 沈金凤,张元明. 苎麻给油工艺探讨[J]. 现代纺织技术, 2006, 14(2): 15-17. SHEN J F, ZHANG Y M. Reseach on oilling process for ramie fiber[J]. Advanced Textile Technology, 2006, 14(2), 15-17.
[12] QIAN L, YU C. Pressure distribution in the drafting zone measured by film pressure sensors[J]. Textile Research Journal, 2023, 93(7/8): 1815-1823.
[13] QIAN L, ZHOU Y, YU C. Isometric fiber distribution in the roller drafting zone[J]. Textile Research Journal, 2024, 94(11/12): 1233-1244.
[14] 郁崇文. 纺纱实验教程[M]. 2 版, 上海: 东华大学出版社, 2024. YU C W. Spinning Experiment Tutorial[M]. 2nd Edition, Shanghai: Donghua University Press, 2024..
文章摘自:钱丽莉,张锟,郁崇文,等.苎麻纤维牵伸中加速点建模及其对成纱不匀的影响[J/OL].现代纺织技术,1-6[2026-03-24].
