摘 要:本发明公开了一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法,涉及数据处理技术领域。该方法包括:基于预设时区内的车间预测温湿度序列、待加工纤维原料参数及历史芯材克重偏差序列,利用预训练的长短时记忆网络预测未来时段内的芯材克重偏差序列;根据预测偏差序列进行质量波动分析,动态计算最优反馈调整时长并生成相应的时间窗口序列;按照该时间窗口序列,以消除芯材克重偏差为目标,结合成网仿真空间对气流成网控制参数进行迭代寻优与反馈调控。本发明实现了对气流成网S型黄麻纤维弹性床垫生产工艺的高效、准确迭代调控,提升了芯材克重均匀性、产品一致性以及整体生产效率,最终达成了高质量、低偏差的稳定生产目标。
权利要求书
1.一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法,其特征在于,方法包括:
基于预设时区内的车间预测温湿度序列、待加工纤维原料参数,以及历史时区内的历史芯材克重偏差序列,预测获取所述预设时区内的预测芯材克重偏差序列;
根据所述预测芯材克重偏差序列进行芯材加工质量波动分析,根据芯材质量波动系数设定最优反馈调整时长,生成最优反馈调整时间窗口序列;
按照所述最优反馈调整时间窗口序列,以消除芯材克重偏差为优化目标对所述预设时区内的气流成网控制参数进行迭代寻优,获取最优气流成网控制参数进行迭代反馈调控。
2.根据权利要求1所述的一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法,其特征在于,基于预设时区内的车间预测温湿度序列、待加工纤维原料参数,以及历史时区内的历史芯材克重偏差序列,预测获取所述预设时区内的预测芯材克重偏差序列,包括:
获取预设时区内加工车间的预测温度序列、预测湿度序列和待加工的纤维原料参数,其中,所述纤维原料参数包括纤维长度、纤维直径、纤维卷曲度、纤维表面摩擦系数和纤维混合均匀度;
通过加工产线的在线克重扫描仪,监测获取历史时区内的历史芯材克重序列,并以标准芯材克重为基准,计算得到历史芯材克重偏差序列;
利用预构建的芯材克重偏差预测插件,根据所述预测温度序列、预测湿度序列、纤维原料参数和所述历史芯材克重偏差序列,预测获取所述预设时区内的预测芯材克重偏差序列。
3.根据权利要求2所述的一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法,其特征在于,所述芯材克重偏差预测插件的构建过程包括:
基于黄麻纤维弹性床垫的历史加工记录,采集样本温度序列集、样本湿度序列集、样本纤维原料参数集和样本芯材克重偏差序列集,以及获取未来预设时区内的历史芯材克重偏差序列作为样本预测芯材克重偏差序列,得到样本预测芯材克重偏差序列集;
以所述样本温度序列集、样本湿度序列集、样本纤维原料参数集和样本芯材克重偏差序列集为输入,以所述样本预测芯材克重偏差序列集为监督,训练长短时记忆网络至收敛,得到芯材克重偏差预测插件。
4.根据权利要求1所述的一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法,其特征在于,根据所述预测芯材克重偏差序列进行芯材加工质量波动分析,根据芯材质量波动系数设定最优反馈调整时长,生成最优反馈调整时间窗口序列,包括:
根据所述预测芯材克重偏差序列进行克重偏差波动性分析,得到克重偏差波动度,作为芯材质量波动系数,其中,所述克重偏差波动度为所述预测芯材克重偏差序列中芯材克重偏差的标准差与均值的比值;
将预设标准芯材质量波动系数与所述芯材质量波动系数的比值设为时长补偿系数,将所述时长补偿系数与预设标准反馈调整时长的乘积作为最优反馈调整时长;
按照所述最优反馈调整时长对所述预设时区进行划分,生成最优反馈调整时间窗口序列。
5.根据权利要求1所述的一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法,其特征在于,按照所述最优反馈调整时间窗口序列,以消除芯材克重偏差为优化目标对所述预设时区内的气流成网控制参数进行迭代寻优,获取最优气流成网控制参数进行迭代反馈调控,包括:
在所述最优反馈调整时间窗口序列中选取首个时间窗口作为第一调整时间窗口,将所述第一调整时间窗口的相邻时间窗口作为第二调整时间窗口;
按照初始气流成网控制参数控制气流成网机进行所述第一调整时间窗口的产品加工,并通过加工产线的在线克重扫描仪监测获取所述第一调整时间窗口内的第一芯材克重序列,计算得到第一芯材克重偏差序列;
根据所述第一芯材克重偏差序列计算得到第一克重偏差均值和第一克重偏差波动系数;
基于所述第一克重偏差均值和第一克重偏差波动系数,对所述第二调整时间窗口内的气流成网控制参数进行迭代寻优,输出第二最优气流成网控制参数;
按照所述第二最优气流成网控制参数控制气流成网机进行所述第二调整时间窗口的产品加工,并按照所述最优反馈调整时间窗口序列进行迭代反馈调控。
6.根据权利要求5所述的一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法,其特征在于,基于所述第一克重偏差均值和第一克重偏差波动系数,对所述第二调整时间窗口内的气流成网控制参数进行迭代寻优,输出第二最优气流成网控制参数,包括:
获取气流成网机的气流成网控制参数调整空间,其中,所述气流成网控制参数包括开松参数、输送参数和成网参数,所述开松参数包括开松辊速度,所述输送参数包括喂入量、喂入速度、气流速度和风压,所述成网参数包括成网帘速度和成网室排气量;
在所述气流成网控制参数调整空间内随机选取第一初始控制参数;
获取所述第二调整时间窗口内的第二预测温湿度序列和第二纤维原料参数,结合所述第一初始控制参数生成第一气流成网控制方案;
构建气流成网机的成网仿真空间,根据所述第一气流成网控制方案进行加工模拟,输出第一模拟克重偏差;
对所述第一克重偏差均值和第一模拟克重偏差进行求和,得到克重校正偏差;
继续在所述气流成网控制参数调整空间进行控制参数的随机选取和方案迭代模拟,直至达到第二预设收敛次数,输出最小克重校正偏差对应的控制参数作为第二最优气流成网控制参数。
7.根据权利要求6所述的一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法,其特征在于,所述第二预设收敛次数的设置方法包括:
将所述第一克重偏差波动系数与加工过程中的预设标准克重偏差波动系数的比值设为收敛补偿系数;
将所述收敛补偿系数与初始寻优收敛次数的乘积取整作为第二预设收敛次数。
技术领域
本发明涉及数据处理技术领域,具体涉及一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法。
背景技术
在黄麻纤维弹性床垫的生产制造过程中,气流成网是形成床垫芯层结构的关键工艺环节,其工艺参数设置的合理性直接决定了最终芯材的克重均匀性与产品整体质量。
现有技术中,对于气流成网过程的控制往往依赖于操作人员的经验或固定的参数设定,缺乏对生产环境中动态变化因素的实时响应与前瞻性调控能力。生产车间的温湿度波动、待加工纤维原料参数的差异以及设备运行状态的微小变化,均会显著影响纤维在气流场中的分布与铺网效果,从而导致芯材克重出现难以预料的偏差。该克重偏差不仅影响床垫的厚度均匀性和外观品质,更会损害其力学性能与使用舒适度。
发明内容
本发明针对现有技术中缺乏对生产环境动态变化及原料特性波动的实时响应与前瞻性调控能力的问题,提供一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法。
本发明解决上述技术问题的技术方案如下:
本发明提供了一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法,包括:
基于预设时区内的车间预测温湿度序列、待加工纤维原料参数,以及历史时区内的历史芯材克重偏差序列,预测获取所述预设时区内的预测芯材克重偏差序列;
根据所述预测芯材克重偏差序列进行芯材加工质量波动分析,根据芯材质量波动系数设定最优反馈调整时长,生成最优反馈调整时间窗口序列;
按照所述最优反馈调整时间窗口序列,以消除芯材克重偏差为优化目标对所述预设时区内的气流成网控制参数进行迭代寻优,获取最优气流成网控制参数进行迭代反馈调控。
本发明的有益效果是:
相较于现有技术,本发明首先通过综合车间预测温湿度序列、纤维原料参数及历史芯材克重偏差序列,实现了对未来时段内芯材克重偏差的精准预测,为主动干预提供了数据基础。其次基于预测的克重偏差序列进行质量波动分析,并据此动态设定最优反馈调整时长,生成了与实时工况相匹配的调整时间窗口序列,使得控制策略更具适应性与时效性。再次按照生成的时间窗口序列,以消除芯材克重偏差为核心目标,对气流成网控制参数进行迭代寻优,实现了对生产过程的闭环反馈与精细调控。最后通过构建成网仿真空间并结合实时监测数据对后续时间窗口的控制参数进行前瞻性优化,提升了参数寻优的效率与准确性,从而在整体上有效保障了黄麻纤维床垫芯材克重的均匀性和产品质量的稳定性。
附图说明
图1为本发明提供的一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法的流程示意图;
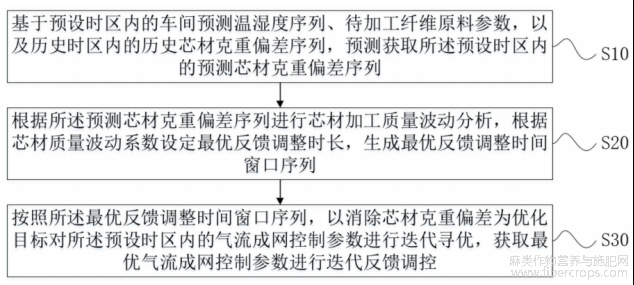
图1
图2为本发明提供的获取最优气流成网控制参数进行迭代反馈调控的流程示意图。
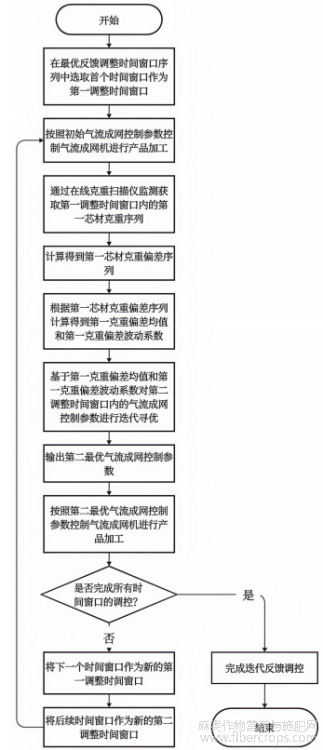
图2
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明的描述中,术语“例如”一词用来表示“用作例子、例证或说明”。本发明中被描述为“例如”的任何实施例不一定被解释为比其他实施例更优选或更具优势。为了使本领域任何技术人员能够实现和使用本发明,给出了以下描述。在以下描述中,为了解释的目的而列出了细节。应当明白的是,本领域普通技术人员可以认识到,在不使用这些特定细节的情况下也可以实现本发明。在其他实例中,不会对公知的结构和过程进行详细阐述,以避免不必要的细节使本发明的描述变得晦涩。因此,本发明并非旨在限于所示的实施例,而是与符合本发明所公开的原理和特征的最广范围相一致。
实施例一,如图1所示,本发明实施例提供了一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法,包括:
S10:基于预设时区内的车间预测温湿度序列、待加工纤维原料参数,以及历史时区内的历史芯材克重偏差序列,预测获取所述预设时区内的预测芯材克重偏差序列;
具体的,基于预设时区内的车间预测温湿度序列、待加工纤维原料参数,以及历史时区内的历史芯材克重偏差序列,预测获取所述预设时区内的预测芯材克重偏差序列,包括:
获取预设时区内加工车间的预测温度序列、预测湿度序列和待加工的纤维原料参数,其中,所述纤维原料参数包括纤维长度、纤维直径、纤维卷曲度、纤维表面摩擦系数和纤维混合均匀度;
通过加工产线的在线克重扫描仪,监测获取历史时区内的历史芯材克重序列,并以标准芯材克重为基准,计算得到历史芯材克重偏差序列;
利用预构建的芯材克重偏差预测插件,根据所述预测温度序列、预测湿度序列、纤维原料参数和所述历史芯材克重偏差序列,预测获取所述预设时区内的预测芯材克重偏差序列。
首先,获取可能影响纤维成网过程的各类变量,包括预设时区内加工车间的预测温度序列、预测湿度序列和待加工的纤维原料参数。预设时区指未来需要进行工艺参数优化的连续生产时间段,该预设时区根据具体生产计划与质量控制周期设定,例如可设定为接下来的一个24小时生产日。具体的,通过部署在车间环境中的温湿度传感器网络及其预测模型,获取未来特定生产时段,即预设时区内,加工车间的预测温度序列和预测湿度序列。
同时,全面采集即将投入生产的纤维原料参数,包括纤维长度、纤维直径、纤维卷曲度、纤维表面摩擦系数以及纤维混合均匀度。纤维原料参数是描述黄麻纤维物理特性的一组关键指标,直接关系到纤维在气流场中的开松、输送及最终成网行为。采集获得的预测温度序列、预测湿度序列和待加工的纤维原料参数共同构成了反映未来生产条件和原料状态的基础信息集。
其次,通过集成在加工产线上的在线克重扫描仪,实时监测并记录下过去时段,即历史时区内的历史芯材克重序列。在线克重扫描仪是一种非接触式在线测量装置,用于在生产过程中连续检测并记录已成型的纤维芯材单位面积质量。历史时区是紧邻当前时刻并位于其之前的已完成生产的时间段,该历史时区根据模型训练需求与生产连续性设定,例如可设定为当前时刻以前连续24小时的生产数据。
进而,将历史芯材克重序列与工艺要求中规定的标准芯材克重数值进行比对,通过计算两者之间的差值,得到历史芯材克重偏差序列。该历史芯材克重偏差序列客观记录了历史时区内生产过程中芯材克重偏离标准值的程度与变化趋势。
进一步地,调用已构建完成的芯材克重偏差预测插件。该芯材克重偏差预测插件以前述步骤中获取的预测温度序列、预测湿度序列、完整的纤维原料参数集合以及历史芯材克重偏差序列作为联合输入,可运算并输出未来预设时区内的预测芯材克重偏差序列。该预测芯材克重偏差序列精确表征了未来预设时区内芯材克重可能出现的偏差情况。
具体的,所述芯材克重偏差预测插件的构建过程包括:
基于黄麻纤维弹性床垫的历史加工记录,采集样本温度序列集、样本湿度序列集、样本纤维原料参数集和样本芯材克重偏差序列集,以及获取未来预设时区内的历史芯材克重偏差序列作为样本预测芯材克重偏差序列,得到样本预测芯材克重偏差序列集;
以所述样本温度序列集、样本湿度序列集、样本纤维原料参数集和样本芯材克重偏差序列集为输入,以所述样本预测芯材克重偏差序列集为监督,训练长短时记忆网络至收敛,得到芯材克重偏差预测插件。
具体而言,芯材克重偏差预测插件是基于机器学习构建的预测模型,通过使用大量历史生产数据对长短时记忆神经网络进行训练直至收敛后获得,用于根据输入的车间环境数据、纤维原料参数及历史克重偏差序列,预测未来特定生产时段内芯材克重的偏差序列。该芯材克重偏差预测插件的构建过程包括以下两个主要阶段:
首先,进行历史数据的采集与样本集的构建。具体的,基于黄麻纤维弹性床垫的历史加工记录,采集多个时间段的样本温度序列集、样本湿度序列集、样本纤维原料参数集以及样本芯材克重偏差序列集。历史加工记录是历史生产过程中被完整保存的多维度数据集合,包括生产过程中按时间顺序记录的车间环境温湿度数据、每批次投入生产的纤维原料参数,以及通过在线克重扫描仪同步监测得到的对应时间段内的芯材克重实际测量数据。
同时,针对每一组已采集样本数据,从历史记录中提取其未来预设时区内的芯材克重偏差数据,并将该未来数据作为该组样本对应的预测目标,即样本预测芯材克重偏差序列。其中,未来预设时区是紧接在历史样本数据时间段之后的一个连续时间段,该时区长度根据实际生产中对预测时效性的要求设定,例如可设定为未来4小时的生产时段。
通过这种方式对所有历史样本数据进行关联处理,将历史输入与未来输出一一对应,从而汇总形成用于监督学习的完整样本预测芯材克重偏差序列集。
进一步地,以上述构建的样本集为基础,将样本温度序列集、样本湿度序列集、样本纤维原料参数集和样本芯材克重偏差序列集共同作为模型输入特征,同时将样本预测芯材克重偏差序列集作为监督信号,即模型训练的目标输出,采用长短时记忆网络进行训练。
通过不断调整长短时记忆网络内部参数,使得长短时记忆网络的输出结果与监督信号之间的误差逐渐减小,直至模型训练过程达到收敛状态,例如当模型在验证集上的预测精度达到预设阈值90%时,判定训练完成,构成芯材克重偏差预测插件。
示例性的,由于车间环境参数、纤维原料特性与未来芯材克重偏差之间存在高度非线性的动态关联,且长短时记忆网络模型在捕捉时间序列依赖关系及处理时序预测问题方面具有显著优势,故选择长短时记忆网络模型构建该芯材克重偏差预测插件。
具体而言,该芯材克重偏差预测插件主要由输入层、序列记忆层和偏差预测输出层组成。输入层接收经过标准化处理的样本温度序列集、样本湿度序列集、样本纤维原料参数集和样本芯材克重偏差序列集。序列记忆层采用多层长短时记忆网络结构,其隐藏层单元数量根据输入序列的时间步长及特征维度进行自适应配置,并在网络层间嵌入Dropout层,丢弃率设置为0.2至0.4之间,以有效抑制模型对训练数据的过拟合现象,提升其对未知数据的泛化预测能力。输出层采用线性激活函数,将序列记忆层提取的时序特征映射为未来预设时区内的连续数值序列,作为预测芯材克重偏差序列。
训练过程中,关键超参数包括学习率设置为0.001,训练轮数设置为200,批量大小设置为32。学习率的设定基于训练稳定性和收敛速度的平衡考虑,训练轮数的设置确保模型充分学习历史数据中蕴含的动态波动规律,批量大小的选择兼顾了时序数据处理的效率与模型训练的稳定性。进而,将样本温度序列集、样本湿度序列集、样本纤维原料参数集和样本芯材克重偏差序列集作为模型输入,以对应的样本预测芯材克重偏差序列集为监督信号,通过时间序列反向传播算法,搭配Adam优化器,迭代优化长短时记忆网络的内部权重参数。采用均方误差损失函数衡量预测偏差序列与监督信号序列之间的总体偏差程度,并通过独立验证集监控训练过程,当验证集损失函数值连续多轮不再下降且模型预测决定系数达到预定阈值,例如90%时,终止训练,获得收敛后的芯材克重偏差预测插件。
该芯材克重偏差预测插件能够有效捕捉多源输入数据与未来克重偏差之间的复杂时序关联,实现对未来生产时段芯材克重偏差的精准前瞻性预测。
进一步地,将当前获取的预测温度序列、预测湿度序列、纤维原料参数以及历史芯材克重偏差序列,输入至已完成训练的芯材克重偏差预测插件中。该芯材克重偏差预测插件计算并生成预设时区内的预测芯材克重偏差序列。
最终获得的预测芯材克重偏差序列精确量化了在未来预设时区,如未来4小时内,芯材克重可能偏离标准值的预期波动情况,为后续工艺参数的动态优化调控提供关键的数据依据。
S20:根据所述预测芯材克重偏差序列进行芯材加工质量波动分析,根据芯材质量波动系数设定最优反馈调整时长,生成最优反馈调整时间窗口序列;具体的,根据所述预测芯材克重偏差序列进行芯材加工质量波动分析,根据芯材质量波动系数设定最优反馈调整时长,生成最优反馈调整时间窗口序列,包括:
根据所述预测芯材克重偏差序列进行克重偏差波动性分析,得到克重偏差波动度,作为芯材质量波动系数,其中,所述克重偏差波动度为所述预测芯材克重偏差序列中芯材克重偏差的标准差与均值的比值;
将预设标准芯材质量波动系数与所述芯材质量波动系数的比值设为时长补偿系数,将所述时长补偿系数与预设标准反馈调整时长的乘积作为最优反馈调整时长;
按照所述最优反馈调整时长对所述预设时区进行划分,生成最优反馈调整时间窗口序列。
首先,对预测获得的预测芯材克重偏差序列进行统计特征计算,通过计算该预测芯材克重偏差序列中所有偏差值的标准差与均值的比值,得到克重偏差波动度。该克重偏差波动度能够有效表征预测时区内芯材克重偏差的相对波动幅度,被定义为芯材质量波动系数。计算得到的芯材质量波动系数越大,表明预测时区内的生产质量稳定性越差,因此需要更频繁的工艺干预。
其次,计算最优反馈调整时长。最优反馈调整时长是指导后续工艺参数调整频率的关键时间参数,用于确定对气流成网过程进行干预调控的时间间隔。具体而言,引入预设标准芯材质量波动系数作为基准,该预设标准芯材质量波动系数代表在理想稳定状态下期望达到的质量波动水平,通过分析历史稳定生产阶段的数据统计特征进行设定,例如取值为0.5。将预设标准芯材质量波动系数与前述计算得到的芯材质量波动系数相除,其比值被定义为时长补偿系数。时长补偿系数是一个无量纲的调节因子,表征当前预测质量波动情况相对于理想稳定状态的偏离程度。
进而,将该时长补偿系数与预设标准反馈调整时长相乘,其乘积即被确定为最优反馈调整时长。其中,预设标准反馈调整时长是在常规生产条件下设定的基础调整周期,根据工艺调控的响应特性与生产节奏设定,例如30分钟。最终计算获得的最优反馈调整时长是一个动态变化的调控参数,当预测质量波动较小时,时长补偿系数趋近于或大于1,此时最优反馈调整时长将等于或大于预设标准反馈调整时长,调控频率得以降低;当预测质量波动较大时,时长补偿系数小于1,反馈调整周期相应缩短,从而实现更密集的调控。
最后,将计算得到的最优反馈调整时长对预设时区进行划分。每个划分出的连续时间段即构成一个独立的最优反馈调整时间窗口,将所有时间窗口按时间先后顺序排列,即生成用于指导后续迭代调控的最优反馈调整时间窗口序列。最优反馈调整时间窗口序列是后续工艺参数优化执行的时间框架,用于明确界定在预设时区内需要进行参数调整与效果评估的具体时间区间,从而将连续的优化目标分解为与质量波动特性相匹配的阶段性调控任务。
S30:按照所述最优反馈调整时间窗口序列,以消除芯材克重偏差为优化目标对所述预设时区内的气流成网控制参数进行迭代寻优,获取最优气流成网控制参数进行迭代反馈调控。
具体的,如图2所示,按照所述最优反馈调整时间窗口序列,以消除芯材克重偏差为优化目标对所述预设时区内的气流成网控制参数进行迭代寻优,获取最优气流成网控制参数进行迭代反馈调控,包括:
在所述最优反馈调整时间窗口序列中选取首个时间窗口作为第一调整时间窗口,将所述第一调整时间窗口的相邻时间窗口作为第二调整时间窗口;
按照初始气流成网控制参数控制气流成网机进行所述第一调整时间窗口的产品加工,并通过加工产线的在线克重扫描仪监测获取所述第一调整时间窗口内的第一芯材克重序列,计算得到第一芯材克重偏差序列;
根据所述第一芯材克重偏差序列计算得到第一克重偏差均值和第一克重偏差波动系数;
基于所述第一克重偏差均值和第一克重偏差波动系数,对所述第二调整时间窗口内的气流成网控制参数进行迭代寻优,输出第二最优气流成网控制参数;
按照所述第二最优气流成网控制参数控制气流成网机进行所述第二调整时间窗口的产品加工,并按照所述最优反馈调整时间窗口序列进行迭代反馈调控。
首先,在已生成的最优反馈调整时间窗口序列中,进行时间窗口的初始化选取。具体的,将最优反馈调整时间窗口序列中的第一个时间窗口指定为第一调整时间窗口,作为当前即将开始执行的加工时段。同时,将紧随其后的下一个相邻时间窗口指定为第二调整时间窗口,作为需要预先优化参数的目标时段。
其次,按照初始气流成网控制参数,控制气流成网机在第一调整时间窗口内进行正常的产品加工。初始气流成网控制参数是气流成网机启动阶段所采用的基础工艺参数设定值,基于该型号设备的标准操作规程与典型原料的加工经验设定,例如开松辊速度设置为每分钟800转,喂入量设置为每小时300公斤。在此加工过程中,通过加工产线上的在线克重扫描仪,实时监测并完整记录该第一调整时间窗口内的芯材克重数据,形成第一芯材克重序列。进而,以标准芯材克重为基准,计算该第一芯材克重序列中每个数据点的偏差,从而得到第一芯材克重偏差序列。其中,标准芯材克重通过产品工艺设计要求与历史稳定生产数据共同设定,例如根据床垫型号的承重与透气性规范,结合长期统计下克重合格率最高的生产批次数据,将标准芯材克重设定为每平方米1200克。
进一步地,对得到的第一芯材克重偏差序列进行统计分析,计算所有偏差值的算术平均数,得到第一克重偏差均值,用以表征该时段内克重偏差的平均水平。同时,计算该第一芯材克重偏差序列的标准差与均值的比值,得到第一克重偏差波动系数,用以反映该时段内质量波动的剧烈程度。
进而,以上一步计算得到的第一克重偏差均值和第一克重偏差波动系数作为关键的输入依据,结合第二调整时间窗口内已知的环境与原料预测数据,对第二调整时间窗口内将要采用的气流成网控制参数进行迭代寻优计算。通过该优化过程,输出一套针对第二调整时间窗口的第二最优气流成网控制参数。
具体的,基于所述第一克重偏差均值和第一克重偏差波动系数,对所述第二调整时间窗口内的气流成网控制参数进行迭代寻优,输出第二最优气流成网控制参数,包括:
获取气流成网机的气流成网控制参数调整空间,其中,所述气流成网控制参数包括开松参数、输送参数和成网参数,所述开松参数包括开松辊速度,所述输送参数包括喂入量、喂入速度、气流速度和风压,所述成网参数包括成网帘速度和成网室排气量;
在所述气流成网控制参数调整空间内随机选取第一初始控制参数;
获取所述第二调整时间窗口内的第二预测温湿度序列和第二纤维原料参数,结合所述第一初始控制参数生成第一气流成网控制方案;
构建气流成网机的成网仿真空间,根据所述第一气流成网控制方案进行加工模拟,输出第一模拟克重偏差;
对所述第一克重偏差均值和第一模拟克重偏差进行求和,得到克重校正偏差;
继续在所述气流成网控制参数调整空间进行控制参数的随机选取和方案迭代模拟,直至达到第二预设收敛次数,输出最小克重校正偏差对应的控制参数作为第二最优气流成网控制参数。
首先,获取气流成网机的气流成网控制参数调整空间。具体的,气流成网控制参数包括开松参数、输送参数和成网参数三大类别。开松参数具体包括开松辊速度。输送参数具体包括喂入量、喂入速度、气流速度和风压。成网参数具体包括成网帘速度和成网室排气量。气流成网控制参数调整空间通过设备制造商提供的技术规格说明书与长期生产实践积累的安全操作范围共同获得,定义了气流成网机所有可调节工艺参数在其物理极限与工艺约束内的允许取值,同时作为后续迭代寻优算法的参数搜索域,用于确保所有随机生成的控制参数组合均满足设备安全运行与工艺可行性的基本要求。
随后,在已定义的气流成网控制参数调整空间内进行初始化采样,采用随机选取的方式,选取一组参数值,作为迭代寻优过程的起始点,即第一初始控制参数。
进而,获取第二调整时间窗口内对应的第二预测温湿度序列,以及该时段计划使用的第二纤维原料参数,与第一初始控制参数相结合,构成适用于第二调整时间窗口的、完整的第一气流成网控制方案。
进一步地,构建气流成网机的成网仿真空间,该气流成网机的成网仿真空间是基于计算流体力学与离散元方法耦合的数值模拟环境,通过建立纤维在气流场中的受力模型、运动轨迹方程以及纤维间相互作用规则来虚拟再现气流成网机的工作过程。在气流成网机的成网仿真空间中,根据第一气流成网控制方案所设定的全部参数,运行加工模拟过程。该成网仿真空间通过求解纤维在特定气流速度、风压及成网帘速度条件下的运动方程,模拟纤维从开松、输送到成网帘上沉积铺展的全过程,最终输出第一模拟克重偏差。该第一模拟克重偏差是在虚拟仿真环境中预测得到的芯材单位面积质量与标准值的偏离量,表征在第二调整时间窗口内若采用第一气流成网控制方案进行生产时可能出现的芯材克重质量波动情况。
其次,将来自实际生产的第一克重偏差均值,与来自仿真预测的第一模拟克重偏差进行代数求和,得到克重校正偏差。该克重校正偏差是一个综合性的工艺评估指标,表征了在连续生产过程中累积的克重质量波动趋势,同时考虑了前一窗口的实际偏差水平和当前窗口的预期偏差水平,用于评估和筛选不同气流成网控制方案的优劣情况。该克重校正偏差越大,表明采用对应控制方案后生产过程的综合克重偏离程度越高,产品质量稳定性越差;该克重校正偏差越小,则表明对应控制方案能更有效地抑制连续生产中的克重波动,预示着在后续调整时间窗口内能够获得更优的芯材质量一致性。
最后,重复执行控制参数的随机选取、控制方案生成、仿真模拟以及校正偏差计算的一系列步骤。此迭代循环持续进行,直到累计的迭代次数达到预设的第二预设收敛次数。
具体而言,所述第二预设收敛次数的设置方法包括:
将所述第一克重偏差波动系数与加工过程中的预设标准克重偏差波动系数的比值设为收敛补偿系数;
将所述收敛补偿系数与初始寻优收敛次数的乘积取整作为第二预设收敛次数。
首先,将第一调整时间窗口内实测得到的第一克重偏差波动系数,与预设标准克重偏差波动系数进行比较,计算两者的比值,并将此比值定义为收敛补偿系数。预设标准克重偏差波动系数是衡量芯材生产质量稳定性的基准参考值,根据长期稳定生产阶段的历史数据统计分析进行设定,例如取值为0.25。最终计算获得的收敛补偿系数是一个无量纲的比例因子,用于量化当前生产波动相对于标准状态的严重程度。
其次,将计算得到的收敛补偿系数与预先设定的初始寻优收敛次数进行乘法运算。其中,初始寻优收敛次数是在标准波动条件下设定的基础迭代计算量,根据计算资源与寻优精度要求的平衡进行设定,例如500次。为保证最终取值为整数,将该乘积结果进行取整处理,得到的整数值即被设定为第二预设收敛次数。该第二预设收敛次数的计算过程确保了当实际生产波动较大时,寻优算法则自动增加迭代计算量,以进行更全面深入的参数空间搜索,从而找到更优的工艺参数组合。
最终,遍历完成后,从所有控制参数组合中,筛选出克重校正偏差最小的控制参数,并将其正式输出作为第二最优气流成网控制参数,用于指导第二调整时间窗口的实际生产。
进一步地,按照获得的第二最优气流成网控制参数,控制气流成网机进行第二调整时间窗口的产品加工。同时,将当前第二调整时间窗口视为新的第一调整时间窗口,并将其后续时间窗口作为新的第二调整时间窗口,重复执行上述加工监测、指标计算、参数寻优与调控的过程,从而按照最优反馈调整时间窗口序列实现对整个预设时区的全流程迭代反馈调控。
综上所述,本申请实施例至少具有如下技术效果:
相较于现有技术,本发明首先综合实时车间温湿度、纤维原料参数及历史克重偏差序列,基于LSTM预测模型精准预判未来克重偏差趋势;进而通过波动性分析动态设定自适应调整时间窗口,确保控制系统在波动剧烈时快速响应、在平稳运行时保持稳健;最后,在每个优化窗口内,依据前序窗口的实际生产数据对气流成网关键参数进行迭代寻优与反馈调节,从而在不断提升工艺参数准确性的同时,有效抑制生产波动,显著提升芯材克重的均匀性、产品一致性及整体生产效率,最终达成高质量、低偏差的稳定生产目标。
综上,通过构建一个集感知、预测、决策与执行为一体的智能闭环控制系统,实现了对气流成网S型黄麻纤维弹性床垫生产工艺的高效、准确迭代调控。
需要说明的是,上述本申请实施例先后顺序仅仅为了描述,不代表实施例的优劣。且上述对本说明书特定实施例进行了描述。另外,在附图中描绘的过程不一定要求示出的特定顺序或者连续顺序才能实现期望的结果。在某些实施方式中,多任务处理和并行处理也是可以的或者可能是有利的。
以上所述仅为本申请的较佳实施例,并不用以限制本申请,凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
本说明书和附图仅仅是本申请的示例性说明,且视为已覆盖本申请范围内的任意和所有修改、变化、组合或等同物。显然,本领域的技术人员可以对本申请进行各种改动和变形而不脱离本申请的范围。这样,倘若本申请的这些修改和变形属于本申请及其等同技术的范围之内,则本申请意图包括这些改动和变形在内。
文章摘自国家发明专利,一种气流成网S型黄麻纤维弹性床垫的工艺参数优化方法,发明人:邱迎春,金建明,缪瑞芳等,申请号:202511679755.3,申请日:2025.11.17。
