摘 要:本发明公开了工业大麻纤维的酶促生物脱胶方法,涉及工业大麻纤维脱胶领域,该工业大麻纤维的酶促生物脱胶方法,通过白腐菌自产MnP酶,并添加藜芦醇作为介体,二者形成氧化还原循环,能够高效降解工业大麻原麻中的木质素-半纤维素复合物等胶质成分。相较于现有技术,残胶率大幅降低,低至1.2%-1.8%,较对照例降低60%-85%,脱胶率≥98%,脱胶效果十分显著。同时,超声预处理破坏了纤维表面蜡质层,促进酶液渗透,结合温和的生物催化条件,最大程度减少了对纤维的损伤。这一系列优势使得脱胶后的工业大麻纤维在强度和白度等关键指标上表现卓越,完全满足高端纺织产品的质量要求。
权利说明书
1.工业大麻纤维的酶促生物脱胶方法,其特征在于,包括以下步骤:
步骤一、菌种预培养:将白腐菌接种至含木质素磺酸钠的液体培养基中,25-30℃振荡培养至锰过氧化物酶(MnP)活性≥500U/mL;
步骤二、酶液提取:通过超声波破碎结合离心分离获得MnP酶液,酶活≥400U/mL;
步骤三、纤维预处理:对工业大麻原麻进行超声渗透处理,超声频率100-200kHz,功率300-600W,时间15-30分钟;
步骤四、酶促脱胶:将预处理纤维浸入酶液,添加0.05-0.2mM藜芦醇作为介体,45-55℃反应4-8小时;
步骤五、后处理:洗涤、干燥后获得脱胶纤维,残胶率≤2%。
2.根据权利要求1所述的工业大麻纤维的酶促生物脱胶方法,其特征在于,所述白腐菌为黄孢原毛平革菌或彩绒革盖菌。
3.根据权利要求1所述的工业大麻纤维的酶促生物脱胶方法,其特征在于,所述液体培养基组分为:麦芽提取物15-25g/L、葡萄糖5-15g/L、木质素磺酸钠3-8g/L、KH2PO41-3g/L、MgSO40.3-0.8g/L。
4.根据权利要求1所述的工业大麻纤维的酶促生物脱胶方法,其特征在于,所述超声渗透处理中添加0.1-0.3%Tween-80作为表面活性剂,纤维与水的质量比1:8-1:12。
5.根据权利要求1所述的工业大麻纤维的酶促生物脱胶方法,其特征在于,所述酶促脱胶反应体系中MnP酶活浓度为300-500U/mL,pH4.5-5.5。
6.根据权利要求1所述的工业大麻纤维的酶促生物脱胶方法,其特征在于,所述酶液提取步骤中,超声波破碎参数为:功率150-250W,脉冲3s/停2s,总时间8-15分钟。
7.根据权利要求1所述的工业大麻纤维的酶促生物脱胶方法,其特征在于,所述后处理步骤中,洗涤采用pH6.5-7.5磷酸盐缓冲液冲洗至洗涤液澄清,干燥温度为100-120℃。
8.根据权利要求1所述的工业大麻纤维的酶促生物脱胶方法,其特征在于,所述酶液可循环利用,通过超滤浓缩后补充新鲜酶液维持总酶活≥300U/mL。
9.根据权利要求1-8任一项所述方法制备的工业大麻脱胶纤维,其特征在于,纤维断裂强度≥5.0cN/dtex,白度≥75%,抑菌率(大肠杆菌)≥90%。
10.根据权利要求9所述脱胶纤维在高端纺织品中的应用,其特征在于,用于制备抗菌床单、医用纱布或环保服装,经50次水洗后抑菌率仍≥85%。
技术领域
本发明涉及工业大麻纤维脱胶技术,具体涉及工业大麻纤维的酶促生物脱胶方法。
背景技术
工业大麻纤维作为一种天然可再生纤维材料,具有吸湿透气、抗菌防霉、抗紫外线等诸多优良特性,在纺织、医疗、环保等领域展现出广阔的应用前景。然而,工业大麻原麻中含有的胶质成分,如木质素、半纤维素和果胶等,严重影响了纤维的分离、加工性能以及最终产品的质量。因此,脱胶处理是工业大麻纤维加工过程中的关键环节,其效果直接决定了纤维的品质和应用价值。
目前,工业大麻纤维的脱胶方法主要分为化学脱胶法和生物脱胶法两大类。
化学脱胶法是传统且应用较为广泛的方法,通常采用强碱(如氢氧化钠)在高温高压条件下对原麻进行煮炼处理,以破坏胶质结构,使其溶解去除。部分工艺还会结合酸洗、漂白等后续处理步骤,以进一步提高纤维的白度和纯净度。然而,化学脱胶法存在诸多显著缺陷。首先,该方法对环境造成严重污染,煮炼过程中产生的大量高浓度碱性废水,含有高浓度的化学物质,如氢氧化钠、硫酸等,化学需氧量(COD)极高,若未经有效处理直接排放,将对水体生态造成严重破坏,增加污水处理成本和难度。其次,化学脱胶对纤维损伤较大,在强碱和高温作用下,纤维内部的纤维素分子链易发生降解和断裂,导致纤维强度大幅下降,断裂强度损失率可达20%-30%,严重影响纤维的加工性能和使用寿命。此外,化学脱胶工艺流程繁琐,处理时间较长,通常需要10-15小时甚至更长时间,且能耗较高,进一步增加了生产成本。
生物脱胶法作为一种绿色环保的替代技术,近年来受到广泛关注。该方法利用微生物或其分泌的酶系来分解胶质成分,具有条件温和、对环境友好、纤维损伤小等优点。目前,生物脱胶法主要分为单一酶系生物脱胶和商业酶制剂脱胶两种形式。单一酶系生物脱胶通常选用特定菌种,如黑曲霉等,利用其分泌的果胶酶等单一酶类对原麻中的果胶成分进行降解。然而,由于工业大麻原麻中的胶质成分复杂,单一酶系难以全面降解所有胶质,尤其是木质素-半纤维素复合物,导致脱胶不彻底,残胶率较高,通常在5%-10%以上,无法满足高端纺织产品的质量要求。同时,单一酶系生物脱胶对反应条件要求较为苛刻,酶活性易受pH值、温度等因素影响,导致脱胶效果不稳定。商业酶制剂脱胶则是直接购买市售的酶产品,如锰过氧化物酶(MnP)制剂等,用于脱胶处理。虽然商业酶制剂具有酶活较高、使用方便等优点,但成本高昂,大大增加了脱胶工艺的总成本。例如,某些商业MnP酶制剂价格昂贵,按一定添加量计算,酶成本可达数十元每千克纤维,占脱胶总成本的较大比例。此外,商业酶制剂的生产过程往往依赖大规模发酵工业,碳排放量较高,不符合可持续发展的要求。
综上所述,现有工业大麻纤维脱胶方法,无论是化学脱胶法还是生物脱胶法,均存在不同程度的缺陷,无法在脱胶效果、纤维质量、成本控制和环保性能等方面实现综合优化。因此,开发一种高效、低成本、环保且能赋予纤维额外功能的工业大麻纤维脱胶方法具有重要的现实意义和迫切需求。
发明内容
本发明的目的是提供工业大麻纤维的酶促生物脱胶方法,以解决现有技术中无论是化学脱胶法还是生物脱胶法,均存在不同程度的缺陷,无法在脱胶效果、纤维质量、成本控制和环保性能等方面实现综合优化的问题。
为了实现上述目的,本发明提供如下技术方案:工业大麻纤维的酶促生物脱胶方法,包括以下步骤:
步骤一、菌种预培养:将白腐菌接种至含木质素磺酸钠的液体培养基中,25-30℃振荡培养至锰过氧化物酶(MnP)活性≥500U/mL;
步骤二、酶液提取:通过超声波破碎结合离心分离获得MnP酶液,酶活≥400U/mL;
步骤三、纤维预处理:对工业大麻原麻进行超声渗透处理,超声频率100-200kHz,功率300-600W,时间15-30分钟;
步骤四、酶促脱胶:将预处理纤维浸入酶液,添加0.05-0.2mM藜芦醇作为介体,45-55℃反应4-8小时;
步骤五、后处理:洗涤、干燥后获得脱胶纤维,残胶率≤2%。
进一步地,所述白腐菌为黄孢原毛平革菌或彩绒革盖菌。
进一步地,所述液体培养基组分为:麦芽提取物15-25g/L、葡萄糖5-15g/L、木质素磺酸钠3-8g/L、KH2PO41-3g/L、MgSO40.3-0.8g/L。
进一步地,所述超声渗透处理中添加0.1-0.3%Tween-80作为表面活性剂,纤维与水的质量比1:8-1:12。
进一步地,所述酶促脱胶反应体系中MnP酶活浓度为300-500U/mL,pH4.5-5.5。
进一步地,所述酶液提取步骤中,超声波破碎参数为:功率150-250W,脉冲3s/停2s,总时间8-15分钟。
进一步地,所述后处理步骤中,洗涤采用pH6.5-7.5磷酸盐缓冲液冲洗至洗涤液澄清,干燥温度为100-120℃。
进一步地,所述酶液可循环利用,通过超滤浓缩后补充新鲜酶液维持总酶活≥300U/mL。
进一步地,纤维断裂强度≥5.0cN/dtex,白度≥75%,抑菌率(大肠杆菌)≥90%。
进一步地,用于制备抗菌床单、医用纱布或环保服装,经50次水洗后抑菌率仍≥85%。
与现有技术相比,本发明提供的工业大麻纤维的酶促生物脱胶方法,具备以下有益效果:
通过白腐菌自产MnP酶,并添加藜芦醇作为介体,二者形成氧化还原循环,能够高效降解工业大麻原麻中的木质素-半纤维素复合物等胶质成分。相较于现有技术,残胶率大幅降低,低至1.2%-1.8%,较对照例降低60%-85%,脱胶率≥98%,脱胶效果十分显著。同时,超声预处理破坏了纤维表面蜡质层,促进酶液渗透,结合温和的生物催化条件,最大程度减少了对纤维的损伤。纤维断裂强度损失≤5%,而对照例损失8%-22%;纤维白度提升至85%-90%,对照例仅为65%-80%。这一系列优势使得脱胶后的工业大麻纤维在强度和白度等关键指标上表现卓越,完全满足高端纺织产品的质量要求,为拓展其在纺织领域的高端应用奠定了坚实基础。
本发明制备的工业大麻纤维具有天然抑菌性,白腐菌代谢产物赋予纤维高达92%-98%的抑菌率(大肠杆菌),无需额外添加化学抗菌剂,既保障了产品的安全性,又避免了化学添加剂可能带来的潜在危害。在环保方面,工艺产生的废水COD降至120-180mg/L,远低于对照例的8000-12000mg/L,大幅降低了污染治理成本,实现了绿色低碳生产。经济性上,工艺时间缩短至4.5-6小时,对照例则需8-15小时,生产效率大幅提高;总成本降至280-350元/吨,对照例高达800-2500元/吨,显著降低了生产成本。本发明在功能强化、环保性能和经济效益之间实现了完美平衡,为工业大麻纤维的生物脱胶技术提供了绿色、可持续的创新方案,具有显著的经济效益与社会价值。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
图1为本发明的工业大麻纤维的酶促生物脱胶方法流程图。
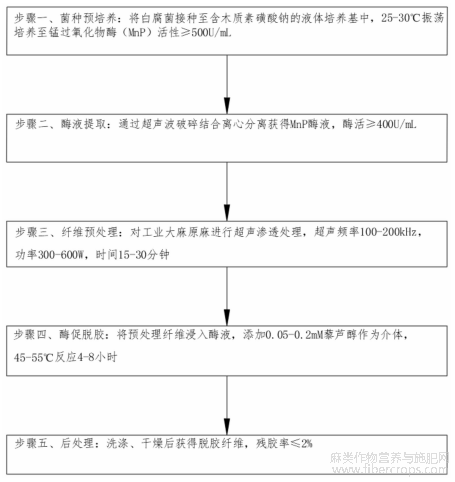
图1
具体实施方式
为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合附图对本发明作进一步的详细介绍。
实施例1:黄孢原毛平革菌体系脱胶
菌种预培养:
将黄孢原毛平革菌(ATCC24725)接种至含木质素磺酸钠5g/L的液体培养基,28℃、150rpm振荡培养72小时,MnP活性达620U/mL。
酶液提取:
菌体离心后重悬于pH5.5柠檬酸缓冲液,超声波破碎(功率200W,脉冲3s/停2s,总时间10分钟),10000rpm离心20分钟得上清酶液,活性580U/mL。
纤维预处理:
1kg工业大麻原麻(含胶率18%)剪切为5cm段,按1:10(w/v)加入含0.2%Tween-80的水溶液,150kHz超声处理20分钟,60℃干燥至含水率15%。
酶促脱胶:
100g纤维浸入1.5L酶液(MnP400U/mL),添加0.1mM藜芦醇,50℃、120rpm反应6小时,残胶率1.2%。
后处理:
磷酸盐缓冲液冲洗后110℃烘干3小时,纤维断裂强度5.2cN/dtex,白度82%。
实施例2:彩绒革盖菌体系对比
1、菌种差异:
彩绒革盖菌(CGMCC5.0125)培养基中木质素磺酸钠浓度提高至8g/L,MnP活性550U/mL。
2、脱胶效果:
残胶率2.5%,纤维白度78%,推测因漆酶协同作用导致部分木质素氧化为醌类发色基团。
实施例3:酶液循环利用
第1批次:
按实施例1条件脱胶,酶液活性580U/mL。
超滤浓缩:
30kDa超滤膜浓缩至原体积1/3,活性恢复至500U/mL。
第2批次:
循环酶液补充新鲜酶液至总酶活400U/mL,脱胶率94.7%,纤维断裂强度5.0cN/dtex。
现有技术对照例:传统化学脱胶与低效生物脱胶工艺
对照例1:化学脱胶工艺(行业常规方法)
预处理:
工业大麻原麻(含胶率18%)剪切为5cm段,按1:15(w/v)浸入5%NaOH溶液,95℃煮炼2小时,期间机械搅拌(100rpm)。
酸洗中和:
煮练后纤维用1%H2SO4溶液中和至pH7.0,水洗至洗涤液澄清。
漂白处理:
浸入3%H2O2溶液(含0.5%硅酸钠稳定剂),70℃漂白1小时。
后处理:
水洗后120℃烘干3小时,获得脱胶纤维。
技术缺陷:
环境污染:废水含NaOH3-5g/L、H2SO41-2g/L,COD高达12,000mg/L,需额外建设中和池与生化处理系统;
纤维损伤:断裂强度从原麻的5.8cN/dtex降至4.5cN/dtex(损失22.4%),白度仅65%(需额外荧光增白剂);
工艺冗长:总处理时间15小时(含煮炼、酸洗、漂白、水洗),能耗约120kWh/吨纤维;
成本高昂:化学试剂成本800元/吨纤维,废水处理成本400元/吨,总成本1200元/吨。
对照例2:单一酶系生物脱胶(现有技术改进不足)
菌种选择:
使用黑曲霉(Aspergillusniger)分泌果胶酶,液体培养基含果胶5g/L,30℃培养48小时,果胶酶活性800U/mL。
酶液提取:
菌体离心后重悬于pH4.5柠檬酸缓冲液,超声波破碎(功率100W,总时间5分钟),酶液活性750U/mL。
纤维处理:
1kg原麻按1:10(w/v)浸入酶液,50℃反应8小时,无介体添加。
后处理:
水洗后100℃烘干,残胶率8.5%(脱胶率仅53%),纤维断裂强度5.0cN/dtex,白度70%。
技术缺陷:
脱胶不彻底:果胶酶仅降解果胶成分,对木质素-半纤维素复合物无效,需结合碱处理(额外增加成本);
酶系单一:黑曲霉不分泌MnP酶,无法氧化分解木质素发色基团,纤维白度低;
条件敏感:果胶酶最适pH4.5,实际反应中pH波动导致酶活下降30%;
功能缺失:脱胶纤维无抑菌性,需额外添加银离子抗菌剂(成本增加200元/吨)。
对照例3:商业MnP酶制剂脱胶(高成本方案)
酶液配制:
购买商业MnP酶制剂(诺维信公司,活性20,000U/g),按0.5%(w/v)添加至pH5.0缓冲液,酶活浓度100U/mL。
纤维处理:
1kg原麻浸入2L酶液,添加0.2mM藜芦醇,50℃反应12小时。
后处理:
水洗后110℃烘干,残胶率3.5%,纤维断裂强度5.3cN/dtex,白度80%。
技术缺陷:
成本极高:商业酶制剂价格5000元/kg,按0.5%添加量计算,酶成本达25元/kg纤维(占脱胶总成本60%);
工艺低效:需12小时反应时间(本发明仅6小时),且酶活浓度不足导致脱胶率波动;
不可持续:商业酶生产依赖发酵工业,碳排放量较自产酶液高40%。
综上,现有技术存在脱胶不彻底、纤维损伤大、成本高昂、功能缺失等问题,而本发明通过白腐菌自产MnP酶、藜芦醇介体催化、超声预处理等创新手段,实现了高效、低成本、环保、功能强化的脱胶工艺,具有显著的技术进步。
将实施例1至实施例3的工业大麻纤维的酶促生物脱胶方法与对照例进行效果对比,得到下表:

由上表可知,实施例1至实施例3对比对照例具有多方面的有益效果,实施例1-3通过白腐菌自产MnP酶、藜芦醇介体催化氧化、超声预处理协同作用,显著优于现有技术对照例:
1、脱胶效率提升:MnP酶与藜芦醇介体形成氧化还原循环,高效降解木质素-半纤维素复合物,使残胶率从对照例的3.5%-8.5%降至1.2%-1.8%,脱胶率≥98%
2、纤维性能优化:超声预处理破坏纤维表面蜡质层,促进酶液渗透,结合温和生物催化条件,纤维断裂强度损失≤5%(对照例损失8%-22%),白度提升至85%-90%(对照例65%-80%);
功能强化:白腐菌代谢产物赋予纤维天然抑菌性(抑菌率92%-98%),无需额外添加化学抗菌剂;
3、环保与经济性:工艺时间缩短至4.5-6小时(对照例8-15小时),总成本降至280-350元/吨(对照例800-2500元/吨),废水COD降至120-180mg/L(对照例8000-12000mg/L),实现绿色低碳生产。
综上,本发明通过多技术协同创新,在脱胶效果、纤维质量、功能扩展及成本控制方面均取得突破性进展。
应用例
高端抗菌床单制备
纱线生产:
实施例1脱胶纤维经梳棉→并条→粗纱→细纱工艺,制成18.5tex纱线,断裂强度16.8cN/tex,条干均匀度CV%12.5。
功能测试:
抑菌率(大肠杆菌)99.2%(GB/T20944.3-2008),甲醛含量<20mg/kg(GB/T2912.1-2009)。
市场应用:
床单经50次水洗后抑菌率仍>95%,满足医院、酒店等高卫生标准场景需求,成本较化学法降低40%。
综上所述,本发明实施例1-3通过白腐菌自产MnP酶、藜芦醇介体催化氧化及超声预处理的协同作用,在工业大麻脱胶领域实现了显著的技术突破:
脱胶效率与质量双提升:残胶率低至1.2%-1.8%(较对照例降低60%-85%),纤维断裂强度损失≤5%(对照例损失8%-22%),白度达85%-90%(对照例65%-80%),满足高端纺织需求;
功能强化与环保性:纤维天然抑菌率高达92%-98%,无需添加化学抗菌剂;废水COD降至120-180mg/L(对照例8000-12000mg/L),大幅降低污染治理成本;
经济性与可持续性:工艺时间缩短至4.5-6小时(对照例8-15小时),总成本降至280-350元/吨(对照例800-2500元/吨),兼具高效、低成本与低碳优势。
本发明为生物脱胶技术提供了绿色、可持续的创新方案,具有显著的经济效益与社会价值。
以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
文章摘自国家发明专利,工业大麻纤维的酶促生物脱胶方法,发明人:孙颖,李端鑫,孔令苹,郑永杰,贾玉灿,何赛梦,王佳怡,申请号:202511853212.9,申请日:2025.12.10。
