摘 要:本申请公开了一种涤纶仿亚麻纱线的制备方法、纱线以及采用该纱线制备的织物,本申请通过在纱线中混入阳离子涤纶纤维,在染色过程中,阳离子涤纶纤维部分会吸收染料并呈现出鲜艳的颜色,而普通涤纶纤维部分则保持原色或呈现较淡的颜色,从而形成双色对比,进而提升了纱线和采用该纱线制备的织物的颜色层次感。本申请将普通涤纶纤维与阳离子涤纶纤维进行混纺或交织,在混纺或交织过程中,通过调整普通涤纶纤维与阳离子涤纶纤维的比例来获得不同的双色效果,进而提升了纱线的多样性。本申请通过混入不同粗度的阳离子涤纶纤维,提升了纱线和采用该纱线制备的织物的颜色层次感。
技术要点
1.一种涤纶仿亚麻纱线的制备方法,其特征在于,所述涤纶仿亚麻纱线的制备方法包括:
原料选用:选择阳离子涤纶纤维和普通涤纶纤维作为原料,所述阳离子涤纶纤维包括若干种不同长度、不同粗度的阳离子涤纶纤维;使用抓棉机抓取步骤a中的阳离子涤纶纤维和普通涤纶纤维,送入混棉机中进行混合,以确保涤纶纤维混合的均匀性;将步骤b中混合后的涤纶纤维送入开棉机中进行开松处理,使涤纶纤维分散;将步骤c中开松后的涤纶纤维送入棉箱中储存,并准备供给后续工序;使用梳棉机对步骤d中棉箱中的涤纶纤维进行梳理,以进一步分离涤纶纤维并去除杂质,得到生条;将步骤e中梳理后的生条送入第一并条机中进行并合,以提高生条的均匀度和强度;使用第二并条机对前一次并合后的生条进行再次并合;将步骤g中并合后的生条送入粗纱机中进行粗纱加工,形成粗纱;将步骤h中形成的粗纱送入细纱机中进行细纱加工,形成细纱;使用络筒机将步骤i中形成的细纱进行络筒处理,形成纱线卷装;将步骤j中形成的纱线卷装进行打包,并入库储存。
2.根据权利要求1所述的涤纶仿亚麻纱线的制备方法,其特征在于,所述阳离子涤纶纤维的长度为8?38mm,所述阳离子涤纶纤维的线密度为1.56?2.22dtex,所述普通涤纶纤维的长度为38mm;所述阳离子涤纶纤维包括以下至少两种阳离子涤纶纤维:长度为8mm的阳离子涤纶纤维CDP8、长度为12mm的阳离子涤纶纤维CDP12、长度为16mm的阳离子涤纶纤维CDP16、长度为38mm的阳离子涤纶纤维CDP38。
3.根据权利要求2所述的涤纶仿亚麻纱线的制备方法,其特征在于,所述阳离子涤纶纤维占总涤纶纤维的比例为35~50%;所述阳离子涤纶纤维CDP8、CDP12、CDP16占总涤纶纤维的比例为30~50%。
4.根据权利要求1所述的涤纶仿亚麻纱线的制备方法,其特征在于,步骤e中生条干定量为26?30克/5米;步骤f中并条干定量为23?27克/5米;步骤g中并条干定量为21?25克/5米;步骤h中粗纱干定量为6.5?8克/10米;步骤i中细纱干定量为3?4克/100米;步骤h形成的粗纱捻度为22?26捻/米;步骤i形成的细纱捻度为780?820捻/米。
5.根据权利要求1所述的涤纶仿亚麻纱线的制备方法,其特征在于,步骤e中梳棉机道夫转速为33?37转/分钟;步骤f中第一并条机前罗拉转速为1600?1700转/分钟;步骤g中第二并条机前罗拉转速为1600?1700转/分钟;步骤h中粗纱机前罗拉转速为350?400转/分钟;步骤i中细纱机前罗拉转速为180?200转/分钟。
6.根据权利要求1所述的涤纶仿亚麻纱线的制备方法,其特征在于,步骤f中第一并条机总牵伸倍数为8.5?9.5;步骤g中第二并条机总牵伸倍数为8.5?9.5;步骤h中粗纱机总牵伸倍数为6.0?6.5;步骤i中细纱机总牵伸倍数为18?22。
7.根据权利要求1所述的涤纶仿亚麻纱线的制备方法,其特征在于,步骤e中梳棉机梳棉盖板五点隔距分别为0.25mm,0.22mm,0.20mm,0.20mm,0.22mm;步骤f中第一并条机前罗拉隔距为8X15mm;步骤g中第二并条机前罗拉隔距为8X15mm;步骤h中粗纱机罗拉隔距为25X35mm;步骤i中细纱机罗拉隔距为18X33mm。
8.一种涤纶仿亚麻纱线,其特征在于,所述涤纶仿亚麻纱线采用权利要求XX?XX中任一项所述的涤纶仿亚麻纱线的制备方法制备。
9.一种采用涤纶仿亚麻纱线制备的织物,其特征在于,所述织物采用梭织平纹组织,所述织物的经纱采用权利要求8所述的涤纶仿亚麻纱线,所述织物的纬纱采用线密度为36.4tex的涤纶仿亚麻纱线;对所述阳离子涤纶纤维进行染色。
10.根据权利要求9所述的采用涤纶仿亚麻纱线制备的织物,其特征在于,所述织物的经纬密度为52X42/英寸。
技术领域
本申请涉及纺织技术领域,尤其是指一种涤纶仿亚麻纱线的制备方法、纱线以及采用该纱线制备的织物。
背景技术
亚麻纤维是人类最早使用的天然纤维,是天然纤维中唯一的束性植物纤维,具有天然的纺锤形结构和独特的果胶质斜边孔,由此产生的优良的吸湿、透气、防腐、抑菌、低静电等特性,使亚麻织物成为能够自然呼吸的织品,被誉为“纤维皇后”。常温下,穿着亚麻服装可使人体的实感温度下降4度-5度,因此亚麻又素有“天然空调”之美誉。又因亚麻是一种稀有天然纤维,仅占天然纤维的1.5%,故而亚麻产品价格相对昂贵。
亚麻纤维织物具有很好的保健功能。它具有独特的抑制细菌作用。亚麻属隐香科植物,能散发一种隐隐的香味。这种气味能杀死许多细菌,并能抑制多种寄生虫的生长。用接触法所做的科学实验证明:亚麻制品具有显著的抑菌作用,对绿脓杆菌,白色念珠菌等国际标准菌株的抑菌率可达65%以上,对大肠杆菌和金色葡萄球菌珠的抑菌率高过90%以上。古代埃及法老的木乃伊都是被裹在惊人结实的亚麻细布内,使之完整地保存至今。亚麻纤维织品被誉为"天然空调"。亚麻的散热性能极佳,这是因为亚麻是天然纤维中唯一的束纤维。束纤维是由亚麻单细胞借助胶质粘连在一起形成的,因其没有更多留有空气的条件,亚麻织物的透气比率高达25%以上,因而其导热性、透气性极佳。并能迅速而有效的降低皮肤表层温度4?8℃。亚麻纤维平直光洁,在50倍以上的放大投影中,其像一节节竹子,没有棉、毛纤维等扭曲。
天然亚麻布因其独特的条干不匀和竹节随机的风格特征,被广泛应用服饰、家用纺织品领域。家用纺织品主要在台布、窗帘、沙发布、汽车靠垫、墙布等,但天然亚麻纤维由于其价格高昂、吸湿变味、不耐用、不耐洗等缺点,加上资源有限,尤其不能通过纤维改性,实现更加广泛的应用。涤纶作为一种被广泛应用的化学纤维,其具有高强、低成本、耐穿、耐洗的特点,如何采用涤纶纤维制备出接近亚麻纤维质感的纱线和织物以提高涤纶纤维的经济附加值已经是现代纺织企业所面临的研究课题。
现有技术中,涤纶仿亚麻织物只能染单色,无法体现涤纶仿亚麻织物的层次感和多样性。
发明内容
为了解决现有技术的不足,本申请的目的在于提供一种涤纶仿亚麻纱线及其制备方法以及采用该纱线制备的织物,采用该纱线制备的织物可以染双色,能够体现涤纶仿亚麻织物的层次感和多样性。
为实现上述目的,本申请采用如下的技术方案:本申请提供一种涤纶仿亚麻纱线的制备方法,该涤纶仿亚麻纱线的制备方法包括:
a. 原料选用:选择阳离子涤纶纤维和普通涤纶纤维作为原料,所述阳离子涤纶纤维包括若干种不同长度、不同粗度的阳离子涤纶纤维;
b. 使用抓棉机抓取步骤a中的阳离子涤纶纤维和普通涤纶纤维,送入混棉机中进行混合,以确保涤纶纤维混合的均匀性;
c. 将步骤b中混合后的涤纶纤维送入开棉机中进行开松处理,使涤纶纤维分散;
d. 将步骤c中开松后的涤纶纤维送入棉箱中储存,并准备供给后续工序;
e. 使用梳棉机对步骤d中棉箱中的涤纶纤维进行梳理,以进一步分离涤纶纤维并去除杂质,得到生条;
f. 将步骤e中梳理后的生条送入第一并条机中进行并合,以提高生条的均匀度和强度;
g. 使用第二并条机对前一次并合后的生条进行再次并合;
h. 将步骤g中并合后的生条送入粗纱机中进行粗纱加工,形成粗纱;
i. 将步骤h中形成的粗纱送入细纱机中进行细纱加工,形成细纱;
j. 使用络筒机将步骤i中形成的细纱进行络筒处理,形成纱线卷装;k.将步骤j中形成的纱线卷装进行打包,并入库储存。
作为一种优选的技术方案,阳离子涤纶纤维的长度为8?38mm,阳离子涤纶纤维的线密度为1.56?2.22dtex,普通涤纶纤维的长度为38mm;阳离子涤纶纤维包括以下至少两种阳离子涤纶纤维:长度为8mm的阳离子涤纶纤维CDP8、长度为12mm的阳离子涤纶纤维CDP12、长度为16mm的阳离子涤纶纤维CDP16、长度为38mm的阳离子涤纶纤维CDP38。
作为一种优选的技术方案,阳离子涤纶纤维占总涤纶纤维的比例为35~50%;阳离子涤纶纤维CDP8、CDP12、CDP16占总涤纶纤维的比例为30~50%。
作为一种优选的技术方案,步骤e中生条干定量为26?30克/5米;步骤f中并条干定量为23?27克/5米;步骤g中并条干定量为21?25克/5米;步骤h中粗纱干定量为6.5?8克/10米;步骤i中细纱干定量为3?4克/100米;步骤h形成的粗纱捻度为22?26捻/米;步骤i形成的细纱捻度为780?820捻/米。
作为一种优选的技术方案,步骤e中梳棉机道夫转速为33?37转/分钟;步骤f中第一并条机前罗拉转速为1600?1700转/分钟;步骤g中第二并条机前罗拉转速为1600?1700转/分钟;步骤h中粗纱机前罗拉转速为350?400转/分钟;步骤i中细纱机前罗拉转速为180?200转/分钟。
作为一种优选的技术方案,步骤f中第一并条机总牵伸倍数为8.5?9.5;步骤g中第二并条机总牵伸倍数为8.5?9.5;步骤h中粗纱机总牵伸倍数为6.0?6.5;步骤i中细纱机总牵伸倍数为18?22。
作为一种优选的技术方案,步骤e中梳棉机梳棉盖板五点隔距分别为0.25mm,0.22mm,0.20mm,0.20mm,0.22mm;步骤f中第一并条机前罗拉隔距为8X15mm;步骤g中第二并条机前罗拉隔距为8X15mm;步骤h中粗纱机罗拉隔距为25X35mm;步骤i中细纱机罗拉隔距为18X33mm。
本申请还提供一种涤纶仿亚麻纱线,该涤纶仿亚麻纱线采用上述的涤纶仿亚麻纱线的制备方法制备。
本申请还提供一种采用涤纶仿亚麻纱线制备的织物,该织物采用梭织平纹组织,织物的经纱采用上述的涤纶仿亚麻纱线,织物的纬纱采用线密度为36.4tex的涤纶仿亚麻纱线;对阳离子涤纶纤维进行染色。
作为一种优选的技术方案,织物的经纬密度为52X42/英寸。
与现有技术相比,本申请的有益效果在于:
本申请通过在纱线中混入阳离子涤纶纤维,在染色过程中,阳离子涤纶纤维部分会吸收染料并呈现出鲜艳的颜色,而普通涤纶纤维部分则保持原色或呈现较淡的颜色,从而形成双色对比,进而提升了纱线和采用该纱线制备的织物的颜色层次感。
本申请将普通涤纶纤维与阳离子涤纶纤维进行混纺或交织,在混纺或交织过程中,通过调整普通涤纶纤维与阳离子涤纶纤维的比例来获得不同的双色效果,进而提升了纱线的多样性。
本申请通过混入不同粗度的阳离子涤纶纤维,提升了纱线和采用该纱线制备的织物的颜色层次感。
附图说明
图1为CDP8?38mm四种不同长度阳离子涤纶纤维的结构示意图;

图1
图2为P38mm普通涤纶纤维的结构示意图;

图2
图3为5种涤纶纤维混合制成生条后呈现的纤维状长度分布图;

图3
图4为纱线条干仪实测数据和波谱图;
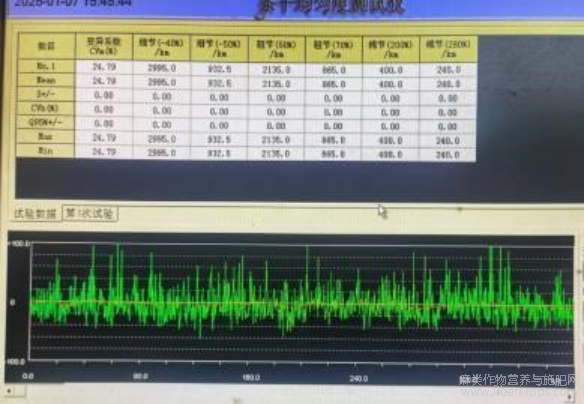
图4
图5为36.4dtex多组分涤纶短纤仿亚麻纱黑板条干效果图;

图5
图6为采用该纱线作经纱所织坯布单染阳离子涤纶后呈现的红色夹花效果;

图6
图7为采用该纱线作经纱所织坯布单染阳离子涤纶后呈现的蓝色夹花效果;

图7
图8为采用该纱线作经纱所织坯布单染阳离子涤纶后呈现的米色夹花效果。

图8
具体实施方式
为了使本领域的人员更好地理解本申请方案,下面将结合本申请实施方式中的附图,对本申请具体实施方式中的技术方案进行清楚、完整地描述。
本申请提供一种涤纶仿亚麻纱线的制备方法,该涤纶仿亚麻纱线的制备方法包括:
原料选用:选择阳离子涤纶纤维和普通涤纶纤维作为原料,所述阳离子涤纶纤维包括若干种不同长度、不同粗度的阳离子涤纶纤维;
使用抓棉机抓取步骤a中的阳离子涤纶纤维和普通涤纶纤维,送入混棉机中进行混合,以确保涤纶纤维混合的均匀性;
将步骤b中混合后的涤纶纤维送入开棉机中进行开松处理,使涤纶纤维分散;
将步骤c中开松后的涤纶纤维送入棉箱中储存,并准备供给后续工序;
使用梳棉机对步骤d中棉箱中的涤纶纤维进行梳理,以进一步分离涤纶纤维并去除杂质,得到生条;
将步骤e中梳理后的生条送入第一并条机中进行并合,以提高生条的均匀度和强度;
使用第二并条机对前一次并合后的生条进行再次并合;
将步骤g中并合后的生条送入粗纱机中进行粗纱加工,形成粗纱;
将步骤h中形成的粗纱送入细纱机中进行细纱加工,形成细纱;
使用络筒机将步骤i中形成的细纱进行络筒处理,形成纱线卷装;k.将步骤j中形成的纱线卷装进行打包,并入库储存。
本申请中,步骤b中采用FA002A圆盘抓棉机、FA025六仓混棉机;步骤c中采用FA106A开棉机;步骤d中采用FA178棉箱;步骤e中采用FA201B梳棉机;步骤f中采用FA306A并条机;步骤g中采用FA306A并条机;步骤h中采用FA458A粗砂机;步骤i中采用FA506细纱机;步骤j中采用21C村田络筒机。
本申请通过在普通涤纶纤维混入若干种不同长度、不同粗度的阳离子涤纶纤维,从而使得纱线外观达到粗细不均匀的仿麻效果。
在纱线外观达到粗细不均匀的仿麻效果后,着重考虑采用该纱线梭织的涤纶纤维织物的染色效果问题。采用混入一定比例的阳离子涤纶纤维,以使得采用该纱线梭织的涤纶纤维织物能呈现夹花或双色布面效果:阳离子涤纶纤维的熔点比普通涤纶低,结晶度也相对较低,这使得染料分子更容易渗透进阳离子涤纶纤维,阳离子涤纶纤维更容易被染色,吸色率提高;利用阳离子涤纶纤维的易染色特性,在染色过程中,阳离子涤纶纤维部分会吸收染料并呈现出鲜艳的颜色,而普通涤纶纤维部分则保持原色或呈现较淡的颜色,从而形成双色对比,进而提升了纱线和采用该纱线制备的织物的颜色层次感。
将普通涤纶纤维与阳离子涤纶纤维进行混纺或交织,在混纺或交织过程中,通过调整普通涤纶纤维与阳离子涤纶纤维的比例来获得不同的双色效果,进而提升了纱线的多样性。
其次,不同粗度的阳离子涤纶纤维也具有不同的染色性能。首先,粗度不同的阳离子涤纶纤维在染料吸附和扩散方面存在差异。较粗的纤维表面积相对较小,染料与纤维表面的接触机会减少,可能导致染料吸附量降低。同时,染料在粗纤维中的扩散路径相对较长,扩散速率可能较慢,需要更长的染色时间和更高的染色温度才能达到理想的染色效果。其次,粗度还会影响阳离子涤纶纤维的染色均匀性。细纤维由于表面积大,染料容易均匀分布在其表面,因此染色均匀性较好。而粗纤维由于表面积小,染料分布可能不均匀,容易出现色差或染色不匀的现象。此外,粗度不同的阳离子涤纶纤维在染色牢度方面也可能存在差异。一般来说,细纤维的纤维间空隙较小,染料分子不易从纤维中逸出,因此染色牢度较高。而粗纤维的纤维间空隙较大,染料分子可能更容易从纤维中脱落,导致染色牢度降低。
因此,本申请通过混入不同粗度的阳离子涤纶纤维,提升了纱线和采用该纱线制备的织物的颜色层次感。
此外,本申请采取预混+盘混成条工艺,注重混合均匀和以梳代打原则,采用二道并条可以有效控制纱线长片段条干不匀造成的纱支偏差。
作为一种优选的技术方案,阳离子涤纶纤维的长度为8?38mm,阳离子涤纶纤维的线密度为1.56?2.22dtex,普通涤纶纤维的长度为38mm(P38)。具体地,阳离子涤纶纤维包括以下至少两种阳离子涤纶纤维:长度为8mm的阳离子涤纶纤维CDP8、长度为12mm的阳离子涤纶纤维CDP12、长度为16mm的阳离子涤纶纤维CDP16、长度为38mm的阳离子涤纶纤维CDP38。
阳离子涤纶纤维CDP8、CDP12、CDP16、CDP38如图1所示,长度为38mm的普通涤纶纤维如图2所示。
CDP8(长度为8mm):由于长度较短,纤维间的交织点增多,有助于提高织物的密度和厚实感。短纤维更易于在纺纱过程中形成均匀的纱线,从而提高织物的均匀性和稳定性。
CDP12、CDP16(长度为12mm和16mm):这些中等长度的纤维在保持织物柔软性的同时,还能提供一定的强度和耐磨性。适中的长度使得纤维在纺织过程中易于控制和操作,有助于提高生产效率。CDP38(长度为38mm):长纤维有助于形成光滑、均匀的织物表面,提高织物的光泽度和手感。长纤维织物在拉伸和弯曲时具有更好的恢复性,即弹性更好。
阳离子涤纶纤维的线密度在1.56?2.22dtex范围内,这一线密度使得纤维既保持了足够的强度,又具有良好的柔软性和可纺性。具体来说:较高的线密度意味着纤维更粗,因此具有更高的抗拉伸强度;适中的线密度使得纤维在保持强度的同时,仍能保持柔软的手感;这一线密度的纤维在纺纱过程中易于控制和操作,有助于提高纺纱效率和织物质量。
5种涤纶纤维混合制成生条后呈现的纤维状长度分布如图3所示。
作为一种优选的技术方案,阳离子涤纶纤维占总涤纶纤维的比例为35~50%。
本申请的纱线为环锭纱,即在环锭细纱机上,用传统的纺纱方法加捻制成的纱线。环锭纺纱线中的纤维大多呈圆锥形螺旋线排列。这种排列方式使得纤维在纱线中内外缠绕联结,形成紧密的结构。考虑到环锭纺纱线螺旋式结构,纤维会部分包裹在纱线内部,造成设计混合比同最后染色效果之间存在差异。
因此,本申请将阳离子涤纶纤维占总涤纶纤维的比例设置为35~50%,以避免阳离子涤纶纤维占比过少导致织物染色不够深,夹花效果不明显;并避免阳离子涤纶纤维占比过高导致织物染色后层次感不强,生产成本提高。
优选的,阳离子涤纶纤维占总涤纶纤维的比例为50%。阳离子普通涤纶纤维整体占比控制在50%,所纺纱线在后道梭织坯布染色时呈现的夹花或双色效果最佳。
进一步的,阳离子涤纶纤维CDP8、CDP12、CDP16占总涤纶纤维的比例为30~50%。以避免阳离子涤纶纤维CDP8、CDP12、CDP16占比过少导致仿亚麻外观效果不佳;并避免阳离子涤纶纤维CDP8、CDP12、CDP16占比过高导致生产难度增加,原料消耗和车间管理成本大幅提高,间接造成坯布织造难度和成本的提高,不利于产品的推广。
具体地,本申请选择表1所示的五种纤维的混纺比,既能保证纱线仿亚麻的外观,又能使得梭织坯布单染阳离子涤纶后呈现最佳的夹花或双色效果。
表1 五种纤维的混纺比

作为一种优选的技术方案,步骤e中生条干定量为26?30克/5米;步骤f中并条干定量为23?27克/5米;步骤g中并条干定量为21?25克/5米;步骤h中粗纱干定量为6.5?8克/10米;步骤i中细纱干定量为3?4克/100米;步骤h形成的粗纱捻度为22?26捻/米;步骤i形成的细纱捻度为780?820捻/米。
生条干定量控制在26~30克/5米,有助于为后续工序提供稳定的纤维基础。并条干定量逐步减少(步骤f为2327克/5米,步骤g为2125克/5米),通过并合与牵伸,改善了纤维的伸直平行度和分离度,减少了纤维间的纠缠,有利于提升纱线的条干均匀度。并条工序通过多次并合与牵伸,有效减少了纤维在牵伸过程中的移距偏差,进一步改善了条干不匀率,为后续粗纱、细纱工序提供了高质量的半制品。
粗纱干定量控制在6.5~8克/10米,这一范围有助于保持纱线的强度和稳定性,同时减少纺纱过程中的断头率。粗纱捻度控制在22~26捻/米,适当的捻度可以增加纤维间的抱合力,防止纤维在后续工序中散开,同时也有助于控制纱线的伸长率,防止条干恶化。通过合理的粗纱干定量和捻度控制,可以改善纱线的条干均匀度,减少粗细节等纱疵的产生,为后续细纱工序提供高质量的粗纱。
细纱干定量控制在3~4克/100米,这一范围有助于保持纱线的柔软度和光泽度,同时满足织造工艺对纱线细度的要求。细纱捻度控制在780~820捻/米,高捻度有助于增加纱线的强度和耐磨性,同时减少毛羽的产生,提升纱线的整体质量。本申请提高细纱捻系数,使得成纱捻度达到800捻/米,比普通的同支纱捻度增加30%,增强纱线对超短纤维的握持,也使得纱线具有较硬挺的仿亚麻手感。
作为一种优选的技术方案,步骤e中梳棉机道夫转速为33?37转/分钟;步骤f中第一并条机前罗拉转速为1600?1700转/分钟;步骤g中第二并条机前罗拉转速为1600?1700转/分钟;步骤h中粗纱机前罗拉转速为350?400转/分钟;步骤i中细纱机前罗拉转速为180?200转/分钟。
道夫转速控制在33~37转/分钟,这一范围有助于:提高梳理效果:适当的道夫转速可以确保纤维在梳理过程中得到充分的梳理和分离,减少纤维间的纠缠和棉结,提高纤维的伸直平行度。保持产量与质量平衡:道夫转速不宜过高或过低,过高可能导致纤维梳理不充分,过低则影响生产效率。33~37转/分钟的转速范围能够在保证梳理质量的同时,维持较高的生产效率。
第一并条机和第二并条机的前罗拉转速均控制在1600~1700转/分钟,这一设置有助于:提高并条质量:高转速可以确保纤维在并条过程中得到充分的牵伸和并合,减少纤维的移距偏差,提高条干的均匀度。保持生产效率:适当的转速范围能够维持较高的生产效率,减少因转速过低而导致的生产延误。
粗纱机前罗拉转速控制在350~400转/分钟,这一范围有助于:提高粗纱质量:适当的转速可以确保纤维在粗纱机中得到充分的牵伸和加捻,形成结构紧密、强度高的粗纱。控制纱线张力:合理的转速范围有助于控制纱线的张力,防止因张力过大而导致的纱线断裂或张力不足而导致的纱线松弛。
细纱机前罗拉转速控制在180~200转/分钟,这一设置有助于:提高细纱质量:适当的转速可以确保纤维在细纱机中得到充分的加捻和卷绕,形成结构紧密、光泽度好的细纱。保持纱线稳定性:合理的转速范围有助于控制纱线的稳定性和均匀性,减少因转速波动而导致的纱线质量不稳定。
作为一种优选的技术方案,步骤f中第一并条机总牵伸倍数为8.5?9.5;步骤g中第二并条机总牵伸倍数为8.5?9.5;步骤h中粗纱机总牵伸倍数为6.0?6.5;步骤i中细纱机总牵伸倍数为18?22。
第一并条机(步骤f):总牵伸倍数为8.5~9.5时,有助于伸直前弯钩纤维,并改善纤维的排列紊乱和伸直平行度差的问题。适当的牵伸倍数可以使得纤维在牵伸过程中逐渐伸直,提高条子的外观质量和内在质量。
第二并条机(步骤g):总牵伸倍数同样设置为8.5~9.5时,可以进一步消除后弯钩纤维,提高纤维的伸直平行度和条子的匀整度。这对于后续工序的顺利进行和最终成纱质量的提高具有重要意义。
粗纱机(步骤h):总牵伸倍数为6.0~6.5时,可以确保粗纱在牵伸过程中保持一定的紧密度和均匀度,为后续细纱机的牵伸提供良好的基础。同时,适当的牵伸倍数还可以减少粗纱在牵伸过程中的断头率,提高生产效率。
细纱机(步骤i):总牵伸倍数为18~22时,可以充分发挥细纱机的牵伸能力,获得较好的成纱质量。在这个范围内,细纱的条干均匀度、断裂强度和断裂伸长率等指标都能得到较好的控制。同时,较高的牵伸倍数还可以减少前纺的负担,提高整体生产效率。
作为一种优选的技术方案,步骤e中梳棉机梳棉盖板五点隔距分别为0.25mm,0.22mm,0.20mm,0.20mm,0.22mm;步骤f中第一并条机前罗拉隔距为8X15mm;步骤g中第二并条机前罗拉隔距为8X15mm;步骤h中粗纱机罗拉隔距为25X35mm;步骤i中细纱机罗拉隔距为18X33mm。
梳棉机梳棉盖板五点隔距:梳棉机梳棉盖板的五点隔距分别为0.25mm、0.22mm、0.20mm、0.20mm、0.22mm。这种逐渐减小的隔距设置有助于纤维的逐步开松和除杂。在梳棉过程中,纤维经过不同隔距的盖板时,会受到不同程度的梳理和分离,从而提高了纤维的平行度和伸直度,同时有利于去除杂质。
第一并条机前罗拉隔距:第一并条机前罗拉隔距为8X15mm。适当的罗拉隔距可以确保纤维在牵伸过程中得到稳定的控制,避免纤维过度拉伸或断裂。这种隔距设置有助于改善条子的均匀度和强度,为后续的纺纱过程打下良好的基础。
第二并条机前罗拉隔距:第二并条机前罗拉隔距同样为8X15mm。与第一并条机相似,这种隔距设置有助于进一步改善条子的质量和均匀度。通过两次并条过程,纤维的排列更加整齐,条子的结构更加紧密,有利于提高成纱的质量。
粗纱机罗拉隔距:粗纱机罗拉隔距为25X35mm。较大的罗拉隔距有助于纤维在粗纱过程中的顺利牵伸和加捻。这种隔距设置可以确保粗纱的强度和稳定性,同时有利于减少纱疵和断头现象的发生。
细纱机罗拉隔距:细纱机罗拉隔距为18X33mm。适当的罗拉隔距对于细纱过程的牵伸和加捻至关重要。这种隔距设置可以确保纤维在牵伸过程中得到均匀的控制,避免纤维的过度拉伸或断裂。同时,它还有助于提高细纱的强度和均匀度,减少纱疵和断头现象的发生。
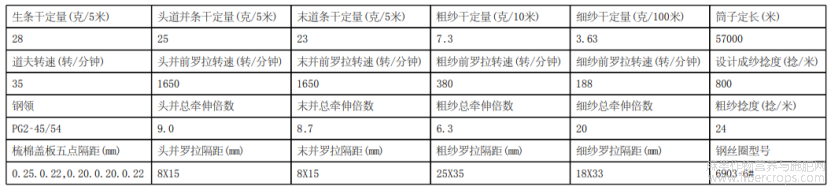
具体地,本申请选择表2所示的各生产工序相关技术参数。
表2 各生产工序相关技术参数
本申请还提供一种涤纶仿亚麻纱线,该涤纶仿亚麻纱线采用上述的涤纶仿亚麻纱线的制备方法制备。制备得到的成品纱36.4dtex仿亚麻纱测试指标如表3所示。纱线条干仪实测数据和波谱图如图4所示。36.4dtex多组分涤纶短纤仿亚麻纱黑板条干效果图如图5所示。
表3 成品纱36.4dtex仿亚麻纱测试指标
![]()
本申请还提供一种采用涤纶仿亚麻纱线制备的织物,该织物采用梭织平纹组织,织物的经纱采用上述的涤纶仿亚麻纱线,织物的纬纱采用线密度为36.4tex的涤纶仿亚麻纱线;对阳离子涤纶纤维进行染色织物的经纬密度为52X42/英寸,门幅为150CM。
采用该纱线作经纱所织坯布单染阳离子涤纶后呈现的夹花效果(红、兰、米色夹花)如图6?8所示。
需要说明的是,本申请说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个。“多个”或者“若干”表示至少两个。除非另行指出,“前”、“后”、“左”、“右”、“下”和/或“上”等类似词语只是为了便于说明,而并非限于一个位置或者一种空间定向。“包括”或者“包含”等类似词语意指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的元件或者物件及其等同,并不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而且可以包括电性的连接,不管是直接的还是间接的。
在本申请说明书和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
应当理解的是,对于本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本申请所附权利要求的保护范围。
文章摘自国家发明专利,一种涤纶仿亚麻纱线的制备方法、纱线以及采用该纱线制备的织物,发明人:柴文林,褚梦燕,汤宇飞,陈海斌,申请号:202510363143.7,申请日:2025.03.26
