摘 要:为提升工业大麻(纤维)收获质量,利用收获装置试验台展开作业参数优化试验,分析作业参数对工业大麻收获质量的影响规律。以漏切率和推倒率为主要性能指标,输送带输送速度V带、割刀的往返次数n、收获机机架与垂直方向的倾角α为试验因素,探究各因素对指标的影响规律,确定各试验因素较优水平区间。为优化该机械收获装置参数提供了较好的设计方案。
关键词:工业大麻;联合收获机;收获装置;作业参数;参数优化
引言
目前,对于工业大麻(纤维)收获机研究大多是从整机结构设计和性能方面进行研究,而对收获装置的研究很少,尤其是对收获装置作业参数优化的研究。综合参考国内农作物收获机械和其他高茎秆类农作物机械化收获技术,为工业大麻(纤维)收获技术提供一定参考。薛忠等[1]从回转式高茎秆作物切割装置的研究现状出发,提出了回转式切割器未来应用的建设性意见。刘兆朋等[2]通过数理统计的方法,建立了结构与运动因素对切割功耗、破茬率和纤维残留率的数学理论模型,分析了各因素与切割响应的交互作用,得到了试验最佳组合参数。李仲恺等[3]对圆盘切割装置的理论计算进行分析,提出了避免漏割和多刀重复切割的参数匹配关系表达式。综上所述,基于自主研发的试验台做试验分析,研究不同影响因子对装置工作性能的影响,有助于装置参数的优化研究。
优化工业大麻(纤维)联合收获机收获装置作业参数是提升工业大麻(纤维)联合收获机作业可靠性和适应性的必要问题。因此,本文以收获装置的作业参数为因素,探究了输送带输送速度v带、割刀的往返次数n、收获机机架与垂直方向的倾角α对工业大麻(纤维)收获质量的影响规律,找出符合工业大麻(纤维)收获农艺要求的参数组合。利用自制工业大麻(纤维)收获装置试验台,以推倒率和漏切率为试验指标,先进行单因素试验,在单因素试验结果的基础上,进行田间试验[4,5],得出符合工业大麻(纤维)收获农艺要求的最优参数组合,实现工业大麻(纤维)联合收获机收获装置的优化设计。
1 试验装备与材料
1.1 试验台结构
工业大麻(纤维)联合收获机收获装置试验台由拨禾星轮、切割器、输送装置和机架等部件组成。收获装置是研究漏切率和推倒率的关键部件,主要由装有刀片的刀杆、护刃器、压刃器等组成[6,7,8]。动力装置位于收获装置正后方,通过曲柄连杆机构将动力提供给收获装置,利用调速电机,调整割刀的往返次数。喂入装置位于切割装置正前方,包括物料夹持盘(1m×1m)和喂入输送带,输送带两侧设有物料挡板,防止物料喂入时发生倾斜。
1.2 工作原理
工作时,工业大麻(纤维)按照种植密度均匀夹持在物料夹持盘上,由输送装置将物料夹持盘平稳可靠地喂入到收获装置,保证切割质量[9,10,11]。切割后的工业大麻(纤维)由输送装置铺放到收获装置的一侧。为便于调整喂入速度,配置单独的动力输入装置。
1.3 试验材料与方法
本试验选取青冈县中和村处于收获期的整株工业大麻(纤维)为试验样品。试验开始前,机器在空载情况下,调整好物料输送带的输送速度;试验开始时,先调整好收获装置的往复速度,运行平稳后,开启物料输送带,使其均匀地输送给收获装置。每个物料夹持盘为一组,测试三组。试验结束后,统计出每盘推倒、漏割的工业大麻植株数量。试验参数测定如下
1)推倒率

式中n—收获的工业大麻(纤维)植株总数量,株;
nt—推倒的工业大麻(纤维)植株数量,株;
St—推倒率,%。
2)漏切率

式中n—收获的工业大麻(纤维)植株总数量,株;
nL—漏切的工业大麻(纤维)植株数量,株;
SL—漏切率,%。
2 单因素试验
为了探究输送带输送速度v带、割刀的往返次数n、收获机机架与垂直方向的倾角α对工业大麻(纤维)收获质量的影响规律,文本先进行单因素试验[12]。
根据工业大麻(纤维)农艺要求,工业大麻(纤维)收获机作业前进速度8~10km/h,根据理论分析与计算,割刀往返次数n范围100~1600次/min输送带输送速度V带范围3~10m/s,收获机机架与垂直方向的倾角α影响了工业大麻(纤维)喂入状态和流畅性,从而影响收获质量,结合实际的作业参数,本文试验时选用以下作业参数组合:输送带输送速度V带为5m/s,倾角α为10°,每组试验选用固定参数组合,探究工业大麻(纤维)单试验因素水平线趋势。
2.1 割刀往返次数对试验指标的影响
割刀往返速度决定工业大麻(纤维)的切割效果,切割速度过慢,割不断麻秆;切割速度过快,不利于麻秆进入切割器。为了确定切割器的往返速度,利用调速电机进行台架试验,调整割刀的往返次数,从100次/min开始,每次增加100次/min,直到1600次/min,分别记录各点麻秆的推倒率和漏切率。
分析图1中麻秆推倒率曲线和漏切率曲线,当割刀往返次数较低时,麻秆没有及时被割断就被前进的机器推倒;随着割刀往返次数的增加,漏切率和推倒率都随之降低,在割刀往返次数在700~900次/min时,漏切率和推倒率最低,此时切割效果最好,麻秆顺利被切割;当割刀往返次数继续增加,推倒率急剧增加。因此,割刀往复速度初步选取在700~900次/min。
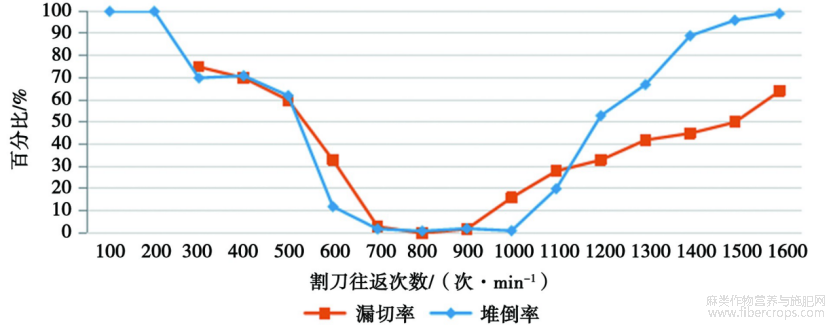
图1 割刀往返次数对推倒率、漏切率的影响
2.2 输送带输送速度对麻铺质量的影响
根据先前的设定,在工业大麻(纤维)联合收割机前进速度8~10km/h时,初步选定割刀往复取800次/min,输送带速度影响放铺质量。当输送带速度过慢时,容易造成麻秆拥堵;输送速度过快时,麻铺根差大,麻秆参差不齐。为此,对收获部件进行田间试验,从图2综合麻铺线性根差曲线和拥堵次数曲线可以看出,当输送速度在5~6m/s范围内,放铺效果最好;当输送速度继续加大,虽然不出现拥堵状况,但是麻铺线性根差加大,对后续的捆麻作业产生影响。
2.3 收获机机架与垂直方向的倾角α对试验指标的影响
工业大麻(纤维)收获作业时,工业大麻(纤维)收获机机架需要与垂直方向上保持一定的夹角α,不同的α角对收获作业效果有不同的影响,α角过小,麻秆进入情况不好;α角过大,收获机直接将麻秆推倒,无法进行收获作业。
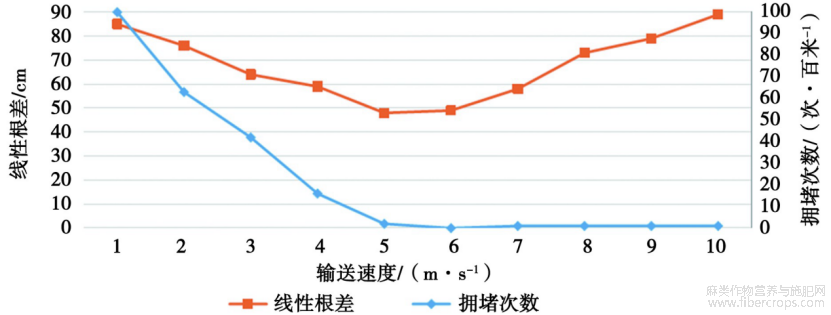
图2 输送带输送速度对机器拥堵次数和麻铺线性根差的影响
从图3可以看出,推倒和漏切的情况主要分布在8°~12°以外的区间,这说明割台倾角α在10°时收获效果比较好,8°和12°次之。
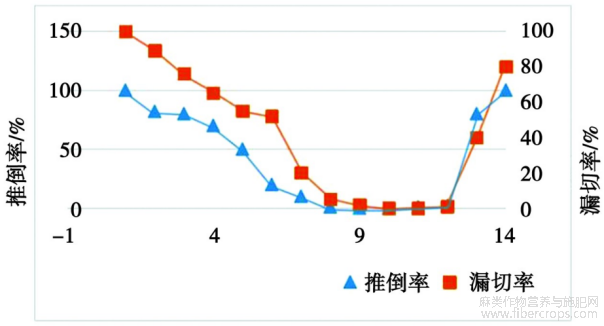
图3 割台倾角α对收获效果的影响
3 结论
本研究通过理论分析和试验工作,成功优化了工业大麻(纤维)联合收获机收获装置参数,以提高工业大麻(纤维)的收获作业效率和质量。
1)工业大麻(纤维)联合收获机收获装置作业参数最优范围:输送带输送速度5~6m/s;割刀往复速度700~900次/min;割台倾角α在8°~12°。
2)收获装置作业效果最优的参数组合为输送带输送速度5.5m/s、割刀往复速度800 次/min、割台倾角α为10°。
本文通过台架试验和田间试验获得了理论上的最优参数组合,提升了优化效率,实现v带、n、α目标的优化设计。
参考文献
[1] 薛忠,宋德庆,郭向明,等.圆盘式基秆切割器研究进展[J].农机化研究,2014,36(5):239-243.
[2] 李仲恺,谢方平,刘科,等.油菜收获圆盘式切割器的设计与性能试验[J].湖南农业大学学报(自然科学版),2014,40(1):83-88.
[3] 刘兆明.圆盘式蓖麻切割器的设计及试验研究[D].长沙:湖南农业大学,2011.
[4] 任露泉.试验设计及其优化[M].北京:科学出版社,2009.
[5] 陈达.寒地工业大麻茎秆力学特性试验研究[D].大庆:黑龙江八一农垦大学,2021.
[6] 向伟,马兰,刘佳杰,等.工业大麻生产全程机械化技术研发现状与展望[J].中国麻业科学,2021,43(6):320-332.
[7] 张媛媛,公衍峰,徐宏扬,等.工业大麻(纤维)收获机用多层分麻装置设计及试验[J].农业机械,2021(11):86-87+90.
[8] 刘伟光,王志远,张媛媛.工业大麻(纤维)收获机防缠扶禾装置设计研究[J].农业机械,2021(10):93-94+97.
[9] 公衍峰,张媛媛,王孝波,等.工业大麻(纤维)收获机切割部件设计[J].农业机械,2021(9):96-97+100.
[10] 付乾坤,付君,陈志,等.秸秆捡拾打捆机振动去土作业参数优化[J].农业工程学报,2018,34(8):26-33.
[11] 牟雪雷,王春海,潘超然,等.工业大麻收获技术及机具研究[J].农机使用与维修,2022(3):10-12.
[12] 黄继承,沈成,纪爱敏,等.工业大麻收割机切割-输送关键部件作业参数优化[J].吉林大学学报(工学版),2021,51(2):772-780.
文章摘自:曹海峰,公衍峰.工业大麻(纤维)联合收获机收获装置参数优化试验[J].农机使用与维修,2024(04):21-23.DOI:10.14031/j.cnki.njwx.2024.04.005.
