摘 要:本发明公开了一种汉麻纤维混纺水刺/针刺复合非织造布及制备方法,该复合非织造布共有四层,其含有的纤维种类及各纤维层在汉麻水刺/针刺非织造布中所占的质量百分比如下:纤维层1,汉麻纤维60~80%,涤纶纤维20~40%;纤维层2,棉纤维50~60%,粘胶纤维20~30%,涤纶纤维10~30%;纤维层3,汉麻纤维60~80%,聚丙烯纤维20~40%;纤维层4,聚丙烯纤维100%。各纤维层原料,经过喂入、开松、混合、梳理、铺网、牵伸、水刺及预针刺等工序后,进行针刺加固处理,得到具有一定抗紫外功能的水刺/针刺汉麻纤维混纺复合非织造布,主要应用在防紫外线遮阳帽、家用窗帘及帐幕等领域。
权利要求
1.一种汉麻纤维混纺水刺/针刺复合非织造布,其特征在于,含有的纤维及各纤维在所述汉麻水刺/针刺复合非织造布中所占的质量百分比如下:
纤维层1:汉麻纤维60~80%,涤纶纤维20~40%
纤维层2:棉纤维50~60%,粘胶纤维20~30%,涤纶纤维10~30%
纤维层3:汉麻纤维60~80%,聚丙烯纤维20~40%
纤维层4:聚丙烯纤维100%
2.根据权利要求1所述的汉麻纤维混纺水刺/针刺复合非织造布,其特征在于,所述纤维层1中的汉麻纤维的长度范围为15~65mm,纤度为1.5~6.5D,涤纶纤维的长度为20~50mm,纤度为1.5~6.0D,面密度范围为50~100g/m2。
3.根据权利要求1所述的汉麻纤维混纺水刺/针刺复合非织造布,其特征在于,所述纤维层2中棉纤维和粘胶纤维的长度为20~40mm,纤度为1.5~4.5D;涤纶纤维的长度为20~50mm,纤度为1.5~6.0D,面密度范围为100~200g/m2。
4.根据权利要求1所述的汉麻纤维混纺水刺/针刺复合非织造布,其特征在于,所述纤维层3中的涤纶纤维的长度为20~50mm,纤度为1.5~6.0D,聚丙烯纤维的长度为20~50mm,纤度为1.5~6.0D,面密度范围为50~100g/m2。
5.根据权利要求1所述的汉麻纤维混纺水刺/针刺复合非织造布,其特征在于,所述纤维层4中的聚丙烯纤维的长度为20~50mm,纤度为1.5~6.0D,面密度范围为30~50g/m2。
6.根据权利要求1~5所述的汉麻纤维混纺水刺/针刺复合非织造布,其特征在于,包含以下步骤:
1)取纤维层1的汉麻纤维和涤纶纤维,并进行喂入、开松、混合、梳理、铺网、牵伸、水刺等工序的处理;
2)取纤维层2(棉纤维、粘胶纤维、涤纶纤维)和纤维层3(汉麻纤维、聚丙烯纤维)的纤维,分别进行喂入、开松、混合、梳理、铺网、牵伸、水刺等工序的处理,然后对水刺后的纤维层2和纤维层3进行预针刺加固处理;
3)取纤维层4的聚丙烯纤维,并进行喂入、开松、梳理、铺网、牵伸、预加湿、水刺等工序的处理;
4)将步骤1)至3)得到的纤维层,在针刺非织造布设备上进行加固处理;
5)对针刺加固后的多层非织造布进行烘干、卷取分切。
7.根据权利要求6所述的制备方法,其特征在于,步骤1)和3)中的铺网方式采用平行式铺网,将多台梳理机平行放置,梳理机输出的纤网经90°折角后,逐层铺叠成后网。纤维层1的铺网层数为3~9层,纤维层4的铺网层数为2~5层。
8.根据权利要求6所述的制备方法,其特征在于,步骤2)中的铺网方式采用交叉式铺网,即在梳理机后面专门配置一台铺网机梳理机输出的纤网垂直于铺网机做往复运动,并以交叉的方式进行铺叠。纤维层2的铺网层数为6~12层,纤维层3的铺网层数为3~9层。
9.根据权利要求6所述的制备方法,其特征在于,纤维层1~纤维层4均采用低压水刺工艺。纤维层1和4的压强范围为3~10MPa,纤维层2和3的压强范围为3~6MPa。
10.根据权利要求6所述的制备方法,其特征在于,步骤2)中预针刺加固处理时的针刺密度为50~100刺/cm2,针刺步进量为4~6mm/次,步骤4)中针刺加固处理时的针刺密度为300~800刺/cm2,针刺步进量为3~5mm/次。
技术领域
本发明涉及一种汉麻纤维混纺水刺/针刺复合非织造布材料,该复合非织造布可用在防紫外线遮阳帽、家用窗帘及帐幕等领域。
背景技术
紫外线是指波长在180~400nm范围内的辐射线,按波长的大小可以分为UV-A(320~400nm)、UV-B(290~320nm)和UV-C(180~290nm)三种。一方面,紫外线具有杀菌消毒的作用,能辅助生物体合成抗佝偻病的维生素D。另一方面,紫外线会晒黑皮肤,加速皮肤老化,使皮肤灼伤,甚至诱发皮肤癌变。但随着现代科技的发展,地球面临着气候变暖,地表大气层外的臭氧层正日益遭受着来自人类工业化的破坏。紫外线对人类的危害日益严重,为延缓因紫外线照射引起的老化,同时减轻来自太阳辐射的紫外线对人体的伤害,有必要开发具有优良防紫外线防护功能的纺织品。
汉麻纤维也称大麻纤维,是人类最早利用的纺织纤维之一,由大麻韧皮脱胶加工而成,享有“国纺源头,万年衣祖”的美称。为了和毒品大麻区别,我国将低毒或无毒大麻称为汉麻,又被称为无毒工业大麻,在纺织、食品、医疗卫生及航空航天工业等领域均有广泛应用。汉麻含有微量汉麻酚类物质及十多种对人体健康有益的微量元素,抗菌抑菌率高达99%以上。汉麻纤维的横截面为不规则的三角形、四边形、六边形、扁圆形、腰圆形或多角形等,中腔呈线形或椭圆形,其分子结构中有螺旋线纹,多棱状,较松散。有利于光波在汉麻纤维的结晶区形成漫反射和多层光折射,在纤维分子的无定形区、缝隙和孔洞处被吸收,赋予汉麻织物良好的防紫外线辐射的功能。
对于应用在遮阳帽、家用窗帘及帐幕等领域的纺织品,通常采用后整理法和涂层法赋予纺织品一定的防紫外功能,或者采用具有防紫外功能的纤维与其它纤维混纺。织物组织结构以机织物为主,为获得较好的防紫外功能,需要采用较高的经纬纱线密度,对原材料及工艺条件要求较高。因此,防紫外纺织品的生产成本通常较高。
目前,针刺法、水刺法、纺粘法、熔喷法等工艺技术是生产非织造布的主要方法,具有操作简单,价格低廉的优点,其产品广泛应用在各种领域。不同非织造工艺流程的复合,使非织造产品的风格特性更加多元化,例如,纺粘针刺复合、纺粘水刺复合、纺粘熔喷复合以及水刺针刺复合等。其中,针刺与水刺的复合,可以分为针刺/水刺复合及水刺/针刺复合。针刺/水刺复合,是指水刺法工艺中,纤网在进入水刺固结工序前增设一道针刺工序,以提高产品纵横向的力学性能,产品具有明显的水刺风格。水刺/针刺复合,则是将水刺工序处理后的半成品,进一步采用针刺工序,与单纯的水刺工艺相比,可以获得具有厚度更厚及力学性能更优的非织造布产品。同时,通过针板上的布针设计及花纹针刺机的提花机构定期改变针刺深度和空程,可在纤网背面得到不同花纹的图案。
国内专利CN 101906701 A公开一种过滤材料用针刺/水刺复合非织造布的生产方法,在水刺工序前增加了预针刺过程。将两种相同或不同的纤维分别开松混合、梳理、铺网,形成纤维网,并叠合在一起,对叠合后的两层纤维网进行预针刺,将预针刺后的纤维网送入高速微细水流进行水刺加固。制备得到的非织造布具有孔隙小、孔隙率高、强力高、表面光滑、柔软性好、过滤效率高等特性。
国内专利CN 108543349 A公开了一种梯度结构的多层水刺/针刺复合过滤材料及其制备方法。第一纤维层为PPS/PET海岛型超细纤维;第二纤维层为PBO长丝与P84长丝交织而成;第三纤维层为芳纶1313与芳纶1414的混合纤维层;第四纤维层为PBO纤维和玄武岩纤维经梳理、针刺加固制成;第五纤维层为经纬纱均为玻璃纤维长丝交织而成,上述纤维层复合后再在PTEF溶液浸渍、烘干;最外层复合有膨体PTFE微孔膜。产品成型过程中,主要利用水刺、针刺等工序进行各组分层的预加固,最终通过针刺工艺完成各层间的加固。该多层水刺/针刺复合非织造布材料,具有多梯度的过滤效果,耐高温和耐腐蚀性好,满足在极端条件下的应用。
发明内容
针对现有技术的不足,本发明目的是提供一种具有防紫外线功能的汉麻纤维混纺水刺/针刺非织造布及其制备方法。
本发明以具有防紫外线功能的汉麻纤维为主要原料,与棉纤维、粘胶纤维、涤纶纤维、聚丙烯纤维等混纺,采用水刺/针刺复合非织造布工艺,得到具有优良力学性能的多层结构非织造布,满足遮阳帽、家用窗帘及帐幕等领域对防紫外功能的需要。
本发明提供一种具有防紫外线功能的汉麻纤维混纺水刺/针刺非织造布及其制备方法,该多层非织造布的各层纤维种类及成分比例如下所示:
纤维层1:汉麻纤维60~80%,涤纶纤维20~40%
纤维层2:棉纤维50~60%,粘胶纤维20~30%,涤纶纤维10~30%
纤维层3:汉麻纤维60~80%,聚丙烯纤维20~40%
纤维层4:聚丙烯纤维100%
优选地,上述汉麻纤维混纺水刺/针刺非织造布,其含有的纤维及各纤维在混纺水刺非织造材料中所占的质量百分比如下:
纤维层1:汉麻纤维60%,涤纶纤维40%
纤维层2:棉纤维50%,粘胶纤维20%,涤纶纤维30%
纤维层3:汉麻纤维80%,聚丙烯纤维20%
纤维层4:聚丙烯纤维100%
优选地,上述汉麻纤维混纺水刺/针刺非织造布,其含有的纤维及各纤维在混纺水刺非织造材料中所占的质量百分比如下:
纤维层1:汉麻纤维70%,涤纶纤维30%
纤维层2:棉纤维60%,粘胶纤维25%,涤纶纤维15%
纤维层3:汉麻纤维65%,聚丙烯纤维35%
纤维层4:聚丙烯纤维100%
优选地,上述汉麻纤维混纺水刺/针刺非织造布,其含有的纤维及各纤维在混纺水刺非织造材料中所占的质量百分比如下:
纤维层1:汉麻纤维75%,涤纶纤维25%
纤维层2:棉纤维55%,粘胶纤维25%,涤纶纤维20%
纤维层3:汉麻纤维65%,聚丙烯纤维35%
纤维层4:聚丙烯纤维100%
优选地,所述汉麻纤维的长度范围为15~65mm,纤度为1.5~6.5D;所述棉纤维和粘胶纤维的长度为20~40mm,纤度为1.5~4.5D;涤纶纤维的长度为20~50mm,纤度为1.5~6.0D;聚丙烯纤维的长度为20~50mm,纤度为1.5~6.0D。
更进一步地,所述纤维层1的面密度范围为50~100g/m2,纤维层2的面密度范围为100~200g/m2,纤维层3的面密度范围为50~100g/m2,纤维层4的面密度范围为30~50g/m2。
本发明还提供上述具有防紫外功能的汉麻纤维混纺水刺/针刺非织造布的制备方法,主要包括如下步骤:
1)取纤维层1的汉麻纤维和涤纶纤维,并进行喂入、开松、混合、梳理、铺网、牵伸、水刺等工序的处理;
2)取纤维层2(棉纤维、粘胶纤维、涤纶纤维)和纤维层3(汉麻纤维、聚丙烯纤维)的纤维,分别进行喂入、开松、混合、梳理、铺网、牵伸、水刺等工序的处理,然后对水刺后的纤维层2和纤维层3进行预针刺加固处理;
3)取纤维层4的聚丙烯纤维,并进行喂入、开松、梳理、铺网、牵伸、预加湿、水刺等工序的处理;
4)将步骤1)至3)得到的纤维层,在针刺非织造布设备上进行加固处理;
5)对针刺加固后的多层非织造布进行烘干、卷取分切。
所述步骤1)和3)中的铺网方式采用平行式铺网,将多台梳理机平行放置,梳理机输出的纤网经90°折角后,逐层铺叠成后网。
所述步骤2)中的铺网方式采用交叉式铺网,即在梳理机后面专门配置一台铺网机梳理机输出的纤网垂直于铺网机做往复运动,并以交叉的方式进行铺叠。
纤维层1的铺网层数为3~9层。采用低压水刺工艺,压强范围为3~10MPa,可打孔目数为20~60目。
纤维层2的铺网层数为6~12层。采用低压水刺工艺,压强范围为3~6MPa,可打孔目数为20~60目。
纤维层3的铺网层数为3~9层。采用低压水刺工艺,压强范围为3~6MPa,可打孔目数为20~60目。
纤维层4的铺网层数为2~5层。采用低压水刺工艺,压强范围为3~10MPa,可打孔目数为20~60目。
优选地,步骤2)中预针刺加固处理时的针刺密度为50~100刺/cm2,针刺步进量为4~6mm/次。
优选地,步骤4)中针刺加固处理时的针刺密度为300~800刺/cm2,针刺步进量为3~5mm/次。
本发明能够达到如下技术效果:
本发明公开的一种汉麻纤维混纺水刺/针刺非织造布的制备方法,具有良好的防紫外线功能,适用于遮阳帽、家用窗帘及帐幕等领域,会给人们的生活带来更加安全健康环保的新体验。
本发明采用水刺/针刺复合的非织造布工艺,实现多层结构的有效复合。相比具有类似功能的机织面料,本发明提供的技术方法具有操作简单、成本低廉、环境污染小等优点,符合低碳环保的可持续发展要求,具有良好的应用前景。
附图说明
图1是汉麻纤维混纺水刺/针刺复合非织造布的生产工艺流程示意图。
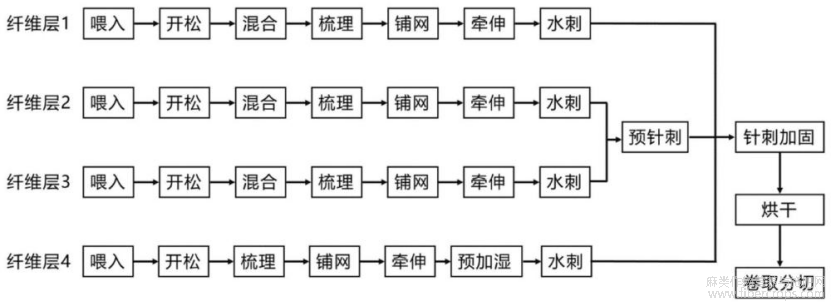
图2是汉麻纤维混纺水刺/针刺复合非织造布的结构示意图。

图中标记说明如下:纤维层1,汉麻纤维60~80%,涤纶纤维20~40%;纤维层2,棉纤维50~60%,粘胶纤维20-30%,涤纶纤维10~30%;纤维层3,汉麻纤维60~80%,聚丙烯纤维20~40%;纤维层4,聚丙烯纤维100%。
具体实施方式
下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
实施例1
1)取纤维层1的汉麻纤维(60%)和涤纶纤维(40%),并进行喂入、开松、混合、梳理、铺网、牵伸、水刺等工序的处理;铺网方式为平行式铺网,铺网层数为3层,采用低压水刺工艺,压强范围为3~5MPa,可打孔目数为40目。
2)取纤维层2(棉纤维50%、粘胶纤维20%、涤纶纤维30%)的纤维,分别进行喂入、开松、混合、梳理、铺网、牵伸、水刺等工序的处理;铺网方式为交叉式铺网,铺网层数为6层,采用低压水刺工艺,压强范围为3~4MPa,可打孔目数为30目。
3)取纤维层3(汉麻纤维80%、聚丙烯纤维20%)的纤维,分别进行喂入、开松、混合、梳理、铺网、牵伸、水刺等工序的处理;铺网方式为交叉式铺网,铺网层数为9层,采用低压水刺工艺,压强范围为5~6MPa,可打孔目数为50目。
4)对水刺后的纤维层2和纤维层3进行预针刺加固处理,预针刺加固处理时的针刺密度为80刺/cm2,针刺步进量为5mm/次。
5)取纤维层4的聚丙烯纤维,并进行喂入、开松、梳理、铺网、牵伸、预加湿、水刺等工序的处理;铺网方式为平行式铺网,铺网层数为3层,采用低压水刺工艺,压强范围为5~8MPa,可打孔目数为60目。
6)将步骤1)至5)得到的纤维层,在针刺非织造布设备上进行加固处理,针刺加固处理时的针刺密度为600刺/cm2,针刺步进量为4mm/次。
7)对针刺加固后的多层非织造布进行烘干、卷取分切。
实施例2
1)取纤维层1的汉麻纤维(70%)和涤纶纤维(30%),并进行喂入、开松、混合、梳理、铺网、牵伸、水刺等工序的处理;铺网方式为平行式铺网,铺网层数为6层,采用低压水刺工艺,压强范围为7~8MPa,可打孔目数为40目。
2)取纤维层2(棉纤维60%、粘胶纤维25%、涤纶纤维15%)的纤维,分别进行喂入、开松、混合、梳理、铺网、牵伸、水刺等工序的处理;铺网方式为交叉式铺网,铺网层数为6层,采用低压水刺工艺,压强范围为4~5MPa,可打孔目数为60目。
3)取纤维层3(汉麻纤维65%、聚丙烯纤维35%)的纤维,分别进行喂入、开松、混合、梳理、铺网、牵伸、水刺等工序的处理;铺网方式为交叉式铺网,铺网层数为9层,采用低压水刺工艺,压强范围为5~6MPa,可打孔目数为50目。
4)对水刺后的纤维层2和纤维层3进行预针刺加固处理,预针刺加固处理时的针刺密度为70刺/cm2,针刺步进量为4mm/次。
5)取纤维层4的聚丙烯纤维,并进行喂入、开松、梳理、铺网、牵伸、预加湿、水刺等工序的处理;铺网方式为平行式铺网,铺网层数为3层,采用低压水刺工艺,压强范围为5~6MPa,可打孔目数为60目。
6)将步骤1)至5)得到的纤维层,在针刺非织造布设备上进行加固处理,针刺加固处理时的针刺密度为700刺/cm2,针刺步进量为3mm/次。
7)对针刺加固后的多层非织造布进行烘干、卷取分切。
实施例3
1)取纤维层1的汉麻纤维(75%)和涤纶纤维(25%),并进行喂入、开松、混合、梳理、铺网、牵伸、水刺等工序的处理;铺网方式为平行式铺网,铺网层数为9层,采用低压水刺工艺,压强范围为8~10MPa,可打孔目数为60目。
2)取纤维层2(棉纤维55%、粘胶纤维25%、涤纶纤维20%)的纤维,分别进行喂入、开松、混合、梳理、铺网、牵伸、水刺等工序的处理;铺网方式为交叉式铺网,铺网层数为6层,采用低压水刺工艺,压强范围为3~4MPa,可打孔目数为30目。
3)取纤维层3(汉麻纤维65%、聚丙烯纤维35%)的纤维,分别进行喂入、开松、混合、梳理、铺网、牵伸、水刺等工序的处理;铺网方式为交叉式铺网,铺网层数为6层,采用低压水刺工艺,压强范围为4~5MPa,可打孔目数为60目。
4)对水刺后的纤维层2和纤维层3进行预针刺加固处理,预针刺加固处理时的针刺密度为50刺/cm2,针刺步进量为5mm/次。
5)取纤维层4的聚丙烯纤维,并进行喂入、开松、梳理、铺网、牵伸、预加湿、水刺等工序的处理;铺网方式为平行式铺网,铺网层数为3层,采用低压水刺工艺,压强范围为7~9MPa,可打孔目数为40目。
6)将步骤1)至5)得到的纤维层,在针刺非织造布设备上进行加固处理,针刺加固处理时的针刺密度为800刺/cm2,针刺步进量为4mm/次。
7)对针刺加固后的多层非织造布进行烘干、卷取分切。
摘自国家发明专利,发明人:唐晓宁;朱淑冰;刘雪亭;李杨;黎征帆;张尚勇,申请号:CN202311234070.9,申请日:2023.09.23
