摘 要:本发明公开了一种用于制作高档手提购物袋的可降解黄麻纤维非织造布,所述黄麻纤维非织造布用黄麻纤维、双组分皮芯结构的聚乳酸纤维和棉纤维制成,其重量份分别为40-60、30-33、36-40。还公开了生产该黄麻纤维非织造布的方法。本发明的方法克服了现有技术的缺陷,能够加工出可用于制作高档手提购物袋的非织造布。
技术要点
1.一种用于制作高档手提购物袋的可降解黄麻纤维非织造布,其特征在于:所述黄麻纤维非织造布用黄麻纤维、双组分皮芯结构的聚乳酸纤维和棉纤维制成,其重量份分别为40-60、30-33、36-40;把黄麻纤维与双组分皮芯结构的聚乳酸纤维、棉纤维混合均匀后梳理成单层克重为10-20克/平方米的纤维网,然后经4-6层上下叠加成多层复网,再经4道针刺工艺使多层复网纤维上下缠结,最后经155-158℃双热轧辊以速度3-5米/分钟的速度在线滚压,在双组分聚乳酸纤维皮层熔化状态下滚压成膜,并在出棍后即时冷却固结形成网状结构的膜组织材料;所述黄麻纤维平均支数达到900公支以上,纤维平均长度3-3.5公分;所述聚乳酸纤维为双组分皮芯结构的聚乳酸纤维,纤维细度2.5-5d,纤维长度4-5公分,皮层PBAT,聚对苯二甲酸-己二酸丁二醇酯,熔点130℃左右,芯层PLA,聚乳酸,熔点165-170℃。
2.根据权利要求1所述黄麻纤维非织造布,其特征在于:所述聚乳酸纤维为泉州斯马丁进出口贸易有限公司生产的双组分皮芯结构的聚乳酸纤维。
3.根据权利要求1所述黄麻纤维非织造布,其特征在于:所述黄麻纤维非织造布克重为40-120克/平方米。
4.一种生产权利要求1或2或3所述黄麻纤维非织造布的方法,其特征在于包括如下步骤:
a.准备黄麻纤维:采用黄麻纺织生产线梳理以后各工序的落麻短纤,除去灰分杂质;或将通过黄麻梳理机C111和C121正常梳理的黄麻纤维通过切断成3-3.5公分长,再经棉型梳理机梳理二次以提升纤维支数,使梳理后工艺纤维平均支数达900公支以上;
b.开包称重:混配原料组分及重量份为,黄麻纤维40-60,聚乳酸纤维30-33,棉纤维36-40;所述棉纤维纤维细度2.5-5d,纤维长度4-5公分;
c.开松、混棉、凝棉与振动给棉:将原料依次经开松、混合、再开松、再混合、凝集、振动给料处理;
d.梳理:将经振动给棉输出的纤维网进行梳理处理,梳理工艺采用单锡林、双道夫、双杂乱辊梳理机处理,锡林速度700米/分,工作罗拉40米/分,道夫速度20米/分,前杂乱辊速度为13米/分,后杂乱辊速度为10米/分,喂入速度0.4米/分,输出速度16米/分,上下纤维网每层克重为5-10g/㎡,锡林和工作罗拉均采用自锁针布;
e.铺网:将从上道梳理机上下道夫输出来的两层纤维网通过输送帘导入到铺网机往复匀速摆动铺设在垂直流向的底帘上,铺网时叠网4-6层,铺网速度18.5米/分,底帘与夹持进料机过度帘接口落差小于5公分;
f.针刺:铺网输出到底帘上的纤维网经过度帘导入到第一道针刺,依次经过四道针刺,第一道和三道是下刺、二道和四道是上刺,其中针密依次为:17.61n/c㎡、36.14n/c㎡、56.01n/c㎡、60.02n/c㎡,一、二和二、三道针刺输出与喂入之间设纤维网引导输送帘,以免纤维网重力拉伸和振动造成波纹不匀,四道针刺出网速度依次分别为4.0米/分、4.3米/分、4.7米/分、5.2米/分,四道针刺步进量依次分别为14.3mm/t、14.8mm/t、15.5mm/t、16.5mm/t;
g.控温控压轧烫:将末道针刺后的纤维网布通过半包覆油热式上下辊滚压形成网状结构的膜组织材料即得黄麻纤维非织造布,轧烫的压力3-4MPa,速度3-5米/分钟。
5.根据权利要求4所述方法,其特征在于:还有成卷步骤,将网膜从轧烫辊输出后导入到收卷机收卷,收卷工序包括光控齐边,两端纵刀切边,数控计长、同步收卷和分幅裁切。
6.根据权利要求4所述方法,其特征在于:所述开松、混棉、凝棉与振动给棉步骤,方便采用迎阳1500ASFZ-K-B开松机、迎阳1360ASFZ-K-A混棉机、迎阳1700ASFZ-J凝棉给棉机。
7.根据权利要求4所述方法,其特征在于:所述梳理步骤,采用迎阳1500ASFZ-GS梳理机。
8.根据权利要求4所述方法,其特征在于:所述铺网步骤,采用迎阳3200ASFZ-GP铺网机。
9.根据权利要求4所述方法,其特征在于:所述针刺步骤,采用迎阳3200ASFZ-GZ系列针刺机,刺针型号:一、二刺15×16×32×3.5H—30—GB332/R—Y53201,三、四刺15×18×40×3m24—30—G222/C—Y53201。
10.根据权利要求4所述方法,其特征在于:所述控温控压轧烫步骤,采用迎阳3200ASFZ轧烫机。
技术领域
本发明涉及一种黄麻布料,特别涉及一种用于制作高档手提购物袋的可降解黄麻纤维非织造布;还涉及一种生产该黄麻纤维非织造布的方法。
背景技术
手提购物袋是人们日常生活中必要的用品。
因为一次性塑料袋成本低,使用方便,所以,一般都使用一次性塑料袋作为手提购物袋。但是,由于一般这种塑料袋难降解,导致环境污染严重。
随着环保的需要,现在提倡弃用塑料袋而改用布料袋。但是,如果手提购物袋用纯棉的或者纯黄麻织造布料的,价格过于昂贵,很难推广使用。
为了找到一下能够替代一次性塑料袋的手提购物袋的布料,价格要比现有纯棉的或者纯黄麻织造布料低,容易推广,又要兼顾环保要求,人们注意到了一种可降解的非织造的材料,如具有代表性的聚乳酸PLA和聚对苯二甲酸-己二酸丁二醇酯PBAT。但是,这种材料的价格还是很高,原料价格均在3-5万元/吨。现在市面上的全降解无纺布购物袋均是这类产品,这类无纺布克重70-80克/㎡,售价在1元/个以上,价位还是远远高于现有的吹塑袋,也难以推广。
而黄麻纤维资源丰富,世界年产量500万吨以上,黄麻纤维产品使用历史悠久,兼具环保和成本优势,价格仅为5000元/吨左右。因此,在黄麻纤维产品表面喷涂PLA和PBAT或者贴熔PLA和PBAT膜,可以降低原料成本,兼顾黄麻纤维与PLA和PBAT的优点。但是,黄麻纤维特有的质感又被掩盖了,不能用于制作高档的手提购物袋。
如果能够将黄麻纤维与可降解类聚乳酸纤维PLA和PBAT纤维结合,通过现代非织造技术加工成非织造布,就能将黄麻纤维特有的质感体现出来,可用于制作高档手提购物袋,而且可以大大降低原料成本,售价可在1元/个以下,为推广使用创造条件。
但是,现有技术中,黄麻纤维与可降解类聚乳酸纤维PLA和PBAT纤维结合加工成非织造布,接缝强度低,有的根本无法接缝和接提带,无法用一体成袋机加工成袋,而采用手工缝制成袋,成本又会成倍增加,因而不适合用于制作手提购物袋。
为了能够利用黄麻纤维与聚乳酸纤维结合加工成可用于制作高档手提购物袋的非织造布,申请人投入了很大的研发力量,在原料的组分及其用量、生产过程的步骤和条件等方面做了大量试验和深入分析,终于获得成功,生产出了一种可用于制作高档手提购物袋的可降解黄麻纤维非织造布。该可降解黄麻纤维非织造布能够克服现有技术的缺陷,接缝强度良好,提带粘结牢靠,制成的购物袋可承重8公斤以上,具有黄麻纤维特有的质感,而且兼具环保和成本优势,售价约0.7元/个。为了保护技术创新,现将该用于制作手提购物袋的可降解黄麻纤维非织造布及其生产方法申请本专利。
发明内容
本发明的目的在于提供一种用于制作高档手提购物袋的可降解黄麻纤维非织造布,还提供一种生产该黄麻纤维非织造布的方法。
为了解决上述技术问题,本发明的用于制作高档手提购物袋的可降解黄麻纤维非织造布,所述黄麻纤维非织造布用黄麻纤维、双组分皮芯结构的聚乳酸纤维和棉纤维制成,其重量份分别为40-60、30-33、36-40;把黄麻纤维与双组分皮芯结构的聚乳酸纤维、棉纤维混合均匀后梳理成单层克重为10-20克/平方米的纤维网,然后经4-6层上下叠加成多层复网,再经4道针刺工艺使多层复网纤维上下缠结,最后经155—158℃双热轧辊以速度3-5米/分钟的速度在线滚压,在双组分聚乳酸纤维皮层熔化状态下滚压成膜,并在出棍后即时冷却固结形成网状结构的膜组织材料;所述黄麻纤维平均支数达到900公支以上,纤维平均长度3-3.5公分;所述聚乳酸纤维为双组分皮芯结构的聚乳酸纤维,纤维细度2.5-5d,纤维长度4-5公分,皮层PBAT,聚对苯二甲酸-己二酸丁二醇酯,熔点130℃左右,芯层PLA,聚乳酸,熔点165-170℃。
所述聚乳酸纤维为泉州斯马丁进出口贸易有限公司生产的双组分皮芯结构的聚乳酸纤维。
所述黄麻纤维非织造布克重为40-120克/平方米。
本发明的生产上述黄麻纤维非织造布的方法,包括如下步骤:
a.准备黄麻纤维:采用黄麻纺织生产线梳理以后各工序的落麻短纤,除去灰分杂质;或将通过黄麻梳理机C111和C121正常梳理的黄麻纤维通过切断成3-3.5公分长,再经棉型梳理机梳理二次以提升纤维支数,使梳理后工艺纤维平均支数达900公支以上;
b.开包称重:混配原料组分及重量份为,黄麻纤维40-60,聚乳酸纤维30-33,棉纤维36-40;所述棉纤维纤维细度2.5-5d,纤维长度4-5公分;
c.开松、混棉、凝棉与振动给棉:将原料依次经开松、混合、再开松、再混合、凝集、振动给料处理;
d.梳理:将经振动给棉输出的纤维网进行梳理处理,梳理工艺采用单锡林、双道夫、双杂乱辊梳理机处理,锡林速度700米/分,工作罗拉40米/分,道夫速度20米/分,前杂乱辊速度为13米/分,后杂乱辊速度为10米/分,喂入速度0.4米/分,输出速度16米/分,上下纤维网每层克重为5-10g/㎡,锡林和工作罗拉均采用自锁针布;
e.铺网:将从上道梳理机上下道夫输出来的两层纤维网通过输送帘导入到铺网机往复匀速摆动铺设在垂直流向的底帘上,铺网时叠网4-6层,铺网速度18.5米/分,底帘与夹持进料机过度帘接口落差小于5公分;
f.针刺:铺网输出到底帘上的纤维网经过度帘导入到第一道针刺,依次经过四道针刺,第一道和三道是下刺、二道和四道是上刺,其中针密依次为:17.61n/c㎡、36.14n/c㎡、56.01n/c㎡、60.02n/c㎡,一、二和二、三道针刺输出与喂入之间设纤维网引导输送帘,以免纤维网重力拉伸和振动造成波纹不匀,四道针刺出网速度依次分别为4.0米/分、4.3米/分、4.7米/分、5.2米/分,四道针刺步进量依次分别为14.3mm/t、14.8mm/t、15.5mm/t、16.5mm/t;
g.控温控压轧烫:将末道针刺后的纤维网布通过半包覆油热式上下辊滚压形成网状结构的膜组织材料即得黄麻纤维非织造布,轧烫的压力3-4MPa,速度3-5米/分钟。
还有成卷步骤,将网膜从轧烫辊输出后导入到收卷机收卷,收卷工序包括光控齐边,两端纵刀切边,数控计长、同步收卷和分幅裁切。
所述开松、混棉、凝棉与振动给棉步骤,方便采用迎阳1500ASFZ-K-B开松机、迎阳1360ASFZ-K-A混棉机、迎阳1700ASFZ-J凝棉给棉机。
所述梳理步骤,采用迎阳1500ASFZ-GS梳理机。
所述铺网步骤,采用迎阳3200ASFZ-GP铺网机。
所述针刺步骤,采用迎阳3200ASFZ-GZ系列针刺机,刺针型号:一、二刺15×16×32×3.5H—30—GB332/R—Y53201,三、四刺15×18×40×3m24—30—G222/C—Y53201。
所述控温控压轧烫步骤,采用迎阳3200ASFZ轧烫机。
本发明克服了现有技术的缺陷,实现了发明目的,本发明的可降解黄麻纤维非织造布接缝强度良好,提带粘结牢靠,有黄麻纤维特有的质感,制成的购物袋可承重8公斤以上,售价约0.7元/个,完全满足了制作市场上可以推广使用的手提购物袋的需要,而且兼具环保和成本优势。
本发明产品的参数测试如下表(经送样到上海纺织集团检测标准有限公司检测):
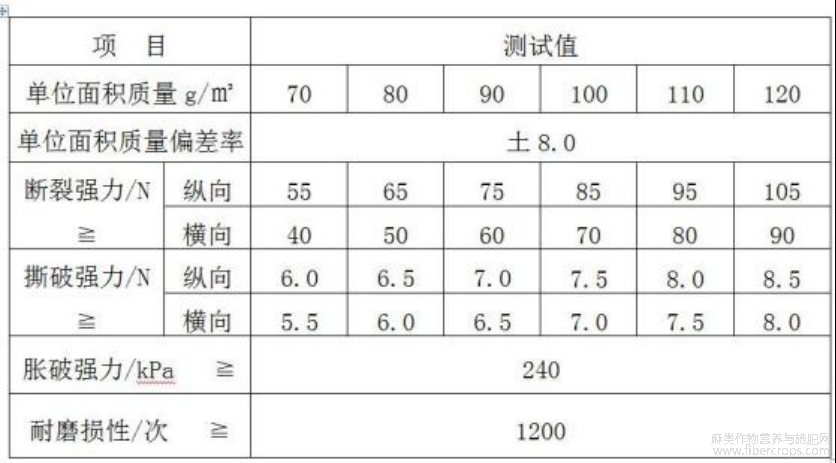
本发明产品经SGS检测公司生物降解测试(堆肥降解法ISO14855-1:2012)90天生物分解率为55.6%,完全符合环保要求。
本发明的黄麻纤维非织造布用黄麻纤维、双组分皮芯结构的聚乳酸纤维和棉纤维制成,其重量份分别为40-60、30-33、36-40。申请人通过大量试验发现,只有该原料的组分及其用量可以实现发明目的,可以满足强度和成本的平衡要求。(如果有对比数据证明就好了)
本发明的黄麻纤维平均支数为900公支以上,纤维平均长度3-3.5公分。申请人通过大量试验发现,采用这种高支短纤,才能确保后面工艺轧烫结膜时纤维贴附好,膜面光洁无毛羽,确保制成的购物袋能够承重8公斤以上。(如果有对比数据证明就好了)
本发明采用的聚乳酸纤维原料为泉州斯马丁进出口贸易有限公司的双组分皮芯结构的聚乳酸纤维,其纤维细度2.5-5d,纤维长度4-5公分,皮层PBAT,聚对苯二甲酸-己二酸丁二醇酯,熔点130℃左右,芯层PLA,聚乳酸,熔点165-170℃。用其他试验的聚乳酸纤维无法实现本发明的目的,用其他的聚乳酸纤维存在以下问题:熔融状态流动性差,冷却时固结慢,结膜不良,强度低,用一体成袋机加工成袋,接缝强度低,有的根本无法接缝和接提带。
不同聚乳酸纤维加工的非织造布技术指标对照表
本发明产品与采用其他类聚乳酸纤维以及聚丙烯树脂纤维加工的非织造布在一体成袋机接缝和接手提带实验对比情况见下表:
但是,申请人在试验中发现,采用泉州斯马丁进出口贸易有限公司的双组分皮芯结构的聚乳酸纤维生产时,对轧烫工艺要求比较严格,必须满足其条件:温度155-158℃,双热轧辊,速度3-5米/分钟,压力3-4MPa。(如果有对比数据证明就好了)
为了实现本发明的目的,生产出可用于制作手提购物袋的可降解黄麻纤维非织造布,本发明采用了新的方法:综合采用黄麻纤维预处理、开松、混棉、凝棉与振动给棉、梳理、铺网、针刺、控温控压轧烫等步骤及其条件;黄麻纤维预处理,使黄麻纤维平均支数为900公支以上,纤维平均长度3-3.5公分,高支短纤;开松、混棉、凝棉与振动给棉,将原料依次经开松、混合、再开松、再混合、凝集、振动给料处理,是为了克服因黄麻纤维细度和硬度与混配的纤维差异大易造成的混合不匀、故特配置两次开松和混合加以改善;梳理步骤,上道振动给棉机输出的纤维网经本梳理工序,改善纤维取向性分布,纤维网纵向强度明显提升,单位面积纤维网克重控制更精准,使混合后的纤维梳理均匀和麻纤维低损伤,位面积纤维网质量均衡;采用铺网工艺,采用超薄多层叠网技术,叠网4-6层,每层克重10-20g/㎡,使纤维网横向拉升强度大大改善;针刺步骤,依次经过四道针刺,针密、出网速度、步进量依次增加,使多层复网纤维上下缠结,提升了纤维网的拉升强度;控温控压轧烫,通过热轧温度、压力和时间的合理组合,实现了PLA纤维的皮层PBAT适度熔融,既利用熔融部分起粘结增强作用,又可使纤维保留缠结功能,柔性增加了非织造膜材料的强力,实现了非织造膜材料的增强而保持柔软的目的。
实施方式
下面对本发明作详细描述:
本发明的用于制作高档手提购物袋的可降解黄麻纤维非织造布,用黄麻纤维、双组分皮芯结构的聚乳酸纤维和棉纤维制成,其重量份分别为40-60、30-33、36-40;把黄麻纤维与双组分皮芯结构的聚乳酸纤维、棉纤维混合均匀后梳理成单层克重为10-20克/平方米的纤维网,然后经4-6层上下叠加成多层复网,再经4道针刺工艺使多层复网纤维上下缠结,最后经155-158℃双热轧辊以速度3-5米/分钟的速度在线滚压,在双组分聚乳酸纤维皮层熔化状态下滚压成膜,并在出棍后即时冷却固结形成网状结构的膜组织材料;所述黄麻纤维平均支数达到900公支以上,纤维平均长度3-3.5公分;所述聚乳酸纤维为泉州斯马丁进出口贸易有限公司的双组分皮芯结构的聚乳酸纤维,纤维细度2.5-5d,纤维长度4-5公分,皮层PBAT,聚对苯二甲酸-己二酸丁二醇酯,熔点130℃左右,芯层PLA,聚乳酸,熔点165-170℃。
该黄麻纤维非织造布克重为40-120克/平方米。所制成的购物袋能够承重8公斤以上。
生产黄麻纤维非织造布的方法的步骤如下:
a.黄麻纤维预处理:本发明用的黄麻纤维选择不经生物酶或化工处理的原生高支短纤,黄麻纤维中木质素和果胶含量高、刚性强,黄麻纺织工艺梳理的工艺束纤维粗硬,纤维头尾两端不利于后续轧烫胶结,易形成膜面毛羽,因此,可采用黄麻纺织生产线梳理以后各工序的落麻短纤(除去灰分杂质),同时,为了生产原料的稳定持续供应,也可以通过黄麻梳理机(C111和C121)正常梳理的纤维通过切断成3-4公分长,再经棉型梳理机梳理二次提升纤维支数,梳理后工艺纤维平均支数控制在900公支以上。
b.开包称重(江苏迎阳无纺机械有限公司以下简称迎阳1200电子称重开包机):混配各原料组分分别通过开包后数控电子称重按重量比投入生产,符合上述a项条件的黄麻纤维重量占比40-60%;双组分皮芯结构的聚乳酸纤维(皮层:PBAT,聚对苯二甲酸-己二酸丁二醇酯,熔点130℃左右;芯层:聚乳酸(PLA),熔点165-170℃)重量占比30—40%,纤维细度2.5-5d,纤维长度4-5公分;棉纤维(或粘胶纤维,纤维细度2.5-5d,纤维长度4-5公分)30-40%,细长柔软的棉型纤维通过针刺缠结抱合黄麻纤维,并发挥纤维间的协同效应,解决产品强度问题,棉型纤维支数高,分散度好,可改善纤维网面平整度。
c.开松(迎阳1500ASFZ-K-B)、混棉(迎阳1360ASFZ-K-A)、凝棉与振动给棉(迎阳1700ASFZ-J):经开包工序按比例投入各种原料依次经开松、混合、再开松、再混合、凝集、振动给料工序,因黄麻纤维细度和硬度与混配的纤维差异大易造成混合不匀,特配置两次开松和混合加以改善。原则上混合的各种纤维分散性好,混合均匀,工序给料采用常规光控联动即可。
d.梳理(迎阳1500ASFZ-GS):上道振动给棉机输出的纤维网经本梳理工序,改善纤维取向性分布,纤维网纵向强度明显提升,单位面积纤维网克重控制更精准。梳理工艺采用单锡林、双道夫、双杂乱辊梳理机。为使混合后的纤维梳理均匀和麻纤维低损伤,锡林与工作罗拉速度优化,采用锡林速度700米/分,工作罗拉40米/分。为使单位面积纤维网质量均衡,确保道夫(速度选择20米/分)从锡林上一次性剥取纤维完全,隔距需压到最小(上道夫与锡林隔距7号隔距版、下道夫与锡林是14号隔距板)。为确保纤维网横向拉伸强度,采用双杂乱棍(前杂乱辊速度参数设计为13米/分、后杂乱辊10米/分左右)。喂入(速度0.4米/分)和输出速度(16米/分)速比控制采用小牵伸比、上下纤维网每层克重控制在5—10g/㎡。锡林和工作罗拉均采用自锁针布。
e.铺网(迎阳3200ASFZ-GP):从上道梳理机上下道夫输出来的两层纤维网通过输送帘导入到铺网机往复匀速摆动铺设在垂直流向的底帘上,通过本工艺纤维网横向拉升强度大大改善。通过控制底帘输出速度来控制纤维网叠加层数,为确保膜材料单位面积质量均匀度采用超薄多层叠网技术,铺网时叠网4—6层,每层克重10—20g/㎡,为了降低纤维网气流飘移和纤维网自重产生不规则牵伸而影响成网质量,铺网机导网棍与底帘距离尽可能小,铺网速度18.5米/分左右,一般保持在30—40公分,底帘与夹持进料机过度帘接口落差小于5公分,以免产生纤维网重力拉伸造成不匀。
f.针刺工序(迎阳3200ASFZ-GZ-A、B、C、D):铺网输出到底帘上的纤维网经过度帘导入到第一道针刺,依次经过四道针刺,第一道和三道是下刺、二道和四道是上刺,其中针密依次为:17.61n/c㎡、36.14n/c㎡、56.01n/c㎡、60.02n/c㎡。刺针型号:一、二刺15×16×32×3.5H—30—GB332/R—Y53201,三、四刺15×18×40×3m24—30—G222/C—Y53201。一、二和二、三道针刺输出与喂入之间设纤维网引导输送帘,以免纤维网重力拉伸和振动造成波纹不匀,四道针刺出网速度依次略有增加,分别选择4.0—4.3—4.7—5.2米/分。四道针刺步进量依次有所增加,分别选择为14.3—14.8—15.5—16.5mm/t。
g.控温控压轧烫(迎阳3200ASFZ):末道针刺后的纤维网布通过半包覆油热式(加热均衡)上下辊(表面经特氟龙等不粘处理)滚压时双组分皮芯结构的聚乳酸纤维中皮层PBAT在155-158℃熔融将混合的纤维网粘结,出辊后即时冷却固化成网状膜。压力控制在3-4MPa,速度控制在3-5米/分钟。温度偏低或速度偏高PBAT熔融状态不佳,流动性差,成膜不均衡,温度偏高或速度偏低,膜脆性强,可绕性差。热轧工艺,通过热轧温度、压力和时间的合理组合,实现了PLA纤维的皮层PBAT适度熔融,既利用熔融部分起粘结增强作用,又可使纤维保留缠结功能,柔性增加了非织造膜材料的强力,实现了非织造膜材料的增强而保持柔软的目的。
h.成卷:网膜从轧烫辊输出后导入到收卷机,收卷工序功能有光控齐边,两端纵刀切边,数控计长、同步收卷和分幅裁切等。
摘自国家发明专利,发明人:黄友清,周迎春,朱鹏程,申请号: 202310808536.5,申请日:2023.07.04
