摘 要:将精梳大麻与棉纤维通过赛络纺纱方法进行混纺,研究混纺比对精梳大麻/棉混纺纱断裂强度、断裂伸长率、条干、纱疵、毛羽等指标的影响。结果表明:随着大麻纤维占比增大,纱线断裂强度和伸长率总体呈下降趋势,条干不匀率增加,纱线疵点(细节、粗节、麻粒)数量逐渐增多,毛羽增多。综合分析得出,当精梳大麻/棉混纺比为20/80时,混纺纱的综合性能较好。
关键词:精梳大麻;棉纤维;赛络纺;混纺比;混纺纱
大麻(又称汉麻)纤维原产于亚洲,公元1500年左右传入欧洲。我国在4000年前就将大麻用于织布[1]。大麻纤维是最细软的麻类纤维,具有吸湿透气、抗菌和屏蔽紫外线等优异性能。近年来,大麻纤维制品因其独特的天然风格日益受到国内外消费者的喜爱[2-3]。然而,大麻纤维粗短且整齐度低,存在可纺性差、毛羽多和制品易褶皱等问题[4-5]。为了弥补大麻纤维的不足并丰富纱线品种,国内外诸多研究人员将其与棉、锦纶、黏胶等纤维进行混纺,发挥了多元纤维的优势,但应用赛络纺纱开发大麻类纱线的研究较少[6-8]。
本文应用整齐度较好的精梳大麻,通过赛络纺纱与棉纤维进行混纺。纺制的赛络混纺纱不仅集大麻纤维和棉纤维的优点于一身,还具有赛络纺纱毛羽少、条干好的优势[9-10]。本文研究了混纺比对精梳大麻/棉混纺纱断裂强度、断裂伸长率、条干不匀率、纱疵和毛羽等指标的影响,得出了较优的混纺比,对开发大麻类新型纱线产品具有一定的指导意义。
1试验部分
1.1试验原料
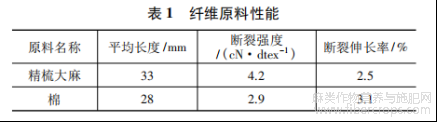
试验原料为精梳大麻纤维和棉纤维,两种纤维的性能见表1。
1.2纺纱过程
将精梳大麻与棉纤维以0/100、10/90、20/80、30/70、40/60、50/50、60/40的混纺比进行混合。前期试纺过程发现,精梳大麻混纺比超过60%时,纺纱过程产生大量断纱,无法进行正常纺纱,因此设置精梳大麻的含量最大为60%。采用DSCa-01型数字式小样梳棉机(天津嘉诚)对混合的精梳大麻和棉纤维进行梳理。梳棉机的参数为:棉网定量23g,机械牵伸倍数30倍,给棉罗拉、锡林、刺辊、道夫转速分别为1.12、400、416.67、11.3r/min,成网速度6.3m/min。
将小样梳棉机梳理得到的棉网,经DSDr-01型数字式小样并条机(天津嘉诚)6倍牵伸成生条,再经两道并条(每道6并1)形成定量为22.2g/5m的熟条。熟条经DSRo-01型数字式粗纱机(天津嘉诚)牵伸、加捻、卷绕制成粗纱,粗纱定量为3.5g/10m。总牵伸倍数为12.9倍,后区牵伸倍数为1.1倍,捻度为53.45捻/m,锭翼转速为400r/min。
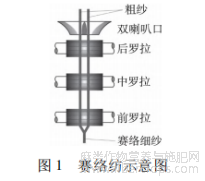
粗纱经DSSp-01型数字式细纱机(天津嘉诚)牵伸、加捻、卷绕制成细纱。细纱工序采用赛络纺纱方法,也就是两根粗纱经双喇叭口进入一个钳口而形成一根细纱。赛络纺示意图见图1。细纱机工艺参数为:细纱线密度32tex,总牵伸倍数20.7倍,后区牵伸倍数1.1倍,捻系数500,捻缩率3%,锭子转速7000r/min,粗纱喂入间距2mm。
1.3纱线性能测试方法
按照GB/T3916—2013《纺织品卷装纱单根纱线断裂强力和断裂伸长率的测定(CRE法)》,使用YG063T型单纱强力仪测试赛络混纺纱线的拉伸断裂性能。按照GB/T3292.1—2009《纺织品纱线条干不匀试验方法第1部分:电容法》,使用CT3000型条干均匀度测试分析仪测试赛络混纺纱线的条干不匀率、细节、粗节、麻粒和毛羽指数等指标。
2结果与讨论
2.1混纺比对纱线断裂强度和伸长率的影响
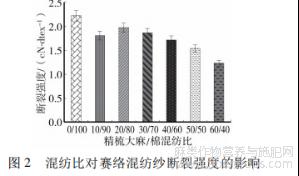
不同混纺比精梳大麻/棉赛络纱的断裂强度测试结果见图2。可知,随着大麻纤维含量的增大,赛络混纺纱线的断裂强度总体上呈下降趋势。这是由于大麻纤维比棉纤维硬挺、刚度大,纱线中大麻含量越多,纤维抱合力越小,纱线结构越松散,导致纱线强度降低。纯棉纱线虽然强度最高,但无法体现大麻纤维的优良性能。就大麻/棉混纺纱而言,精梳大麻/棉10/90、20/80、30/70混纺纱的纱线强度较好。但当混纺纱中大麻占比过多时,纱线强度太小,极易断纱断头。
断裂伸长率与精梳大麻/棉混纺比的关系见图3。
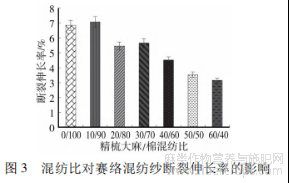
由图3可知,随着混纺纱中大麻纤维含量的增大,赛络混纺纱断裂伸长率总体呈现下降的趋势。这是由于大麻纤维本身的断裂伸长率比棉纤维小;再者混纺纱中大麻占比越大,纱线抱合力越差,纱体越松散,纤维之间越容易滑移分离,导致混纺纱伸长随大麻含量增多而下降。仅就大麻/棉混纺纱的断裂伸长率来看,精梳大麻/棉10/90、20/80、30/70混纺纱都较好。
2.2混纺比对纱线条干不匀率的影响
纱线条干不匀率与精梳大麻/棉混纺比的关系见图4。
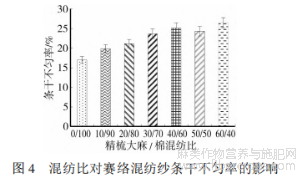
从图4可以看出,随着混纺纱中大麻纤维含量的增多,纱线条干不匀率总体呈现上升的趋势,即纱线的条干不匀增大。这是由于大麻纤维刚度大,其在混纺纱中占比越多,纺纱过程中的细纱牵伸和赛络加捻三角区的稳定性越差,越容易造成断纱、单根断纱和加捻三角区抖动,从而使条干恶化。
2.3混纺比对纱线疵点的影响
精梳大麻/棉混纺纱上的疵点包括细节、粗节和麻粒。纱疵数量与纱线混纺比的关系见图5。
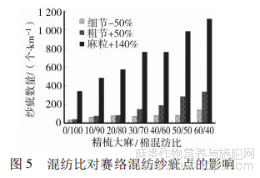
由图5可知,随着大麻纤维在赛络混纺纱中含量的增多,纱线上的细节、粗节和麻粒数量均呈现逐渐增多的趋势。这是由于麻纤维相较于棉纤维刚度大,在纺纱过程中,例如牵伸过程、赛络三角区加捻过程等,大麻纤维容易成为游离纤维,导致纱线上形成过粗或过细的疵点(粗节、细节),也容易导致大麻游离纤维在纺纱过程中与其他纤维纠缠到一起,形成节瘤(麻粒)并牢固附着在纱线上。
2.4混纺比对纱线毛羽的影响
混纺纱毛羽数量与混纺比的关系见图6。
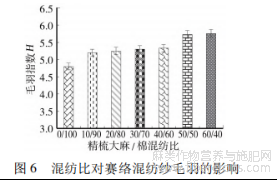
由图6可以看出,不同混纺比精梳大麻/棉混纺纱的毛羽指数H值在4.8~5.8,随着大麻纤维含量的增加,混纺纱的毛羽指数有逐渐增大的趋势。这主要是由于大麻纤维比棉纤维硬挺、刚度大,在纺纱加捻过程中,大麻纤维的头端不易被转移到纱体内部,而是容易露出纱体外形成较长毛羽,导致混纺纱的毛羽指数H值增大。
2.5综合分析
本文针对精梳大麻/棉赛络纺混纺纱,从断裂强度、断裂伸长率、条干不匀率、纱疵和毛羽多个指标进行评价分析,得出精梳大麻/棉混纺比为20/80时,混纺纱的综合性能较好。
3结语
本文采用赛络纺纺制了精梳大麻/棉纤维混纺纱。随着精梳大麻/棉赛络混纺纱中大麻纤维含量的增加,混纺纱的断裂强度和伸长率总体上都呈现下降趋势,条干不匀率上升,纱线上的细节、粗节和麻粒数量逐渐增多,毛羽增多。所设计纱线兼具大麻纤维和棉纤维的优点,有望在夏季服装和军用服装领域广泛应用。
参考文献
[1]钟智丽,朱敏,张宏杰,等.微溶解处理对棉大麻混纺纱性能的影响[J].棉纺织技术,2017,45(4):36-38.
[2]宋英莉.降低棉/大麻混纺纱细纱断头的研究[J].毛纺科技,2018,46(8):19-22.
[3]晏江,邱华.旋流喷嘴对大麻/棉混纺纱性能的影响[J].现代纺织技术,2017,25(6):87-91.
[4]方斌,章文龙,章友鹤,等.大麻混纺纱线的开发与生产[J].纺织导报,2016(10):98-100.
[5]黄玉莲,田华,杨海峰,等.大麻/天竹/有机棉紧密混纺纱线的开发[J].武汉纺织大学学报,2016,29(6):20-22.
[6]郝新敏,李宏伟,李馨馨.大麻与棉及其混纺纱线吸放湿性能研究[J].纺织学报,2010,31(2):33-38.
[7]徐迪,杨建平,郁崇文.汉麻锦纶混纺比对成纱质量的影响[J].棉纺织技术,2021,49(6):10-14.
[8]吴兴华,马洪才,贺英华.精梳棉/汉麻/黑色粘胶10.8tex色纺纱的生产实践[J].纺织导报,2021(5):59-62.
[9]吴改红,刘淑强.29tex亚麻/棉混纺纱赛络纺工艺的优化[J].上海纺织科技,2010,38(11):19-20.
[10]陈文,郭占军,张瑞云,等.赛络集聚纺粘胶特细号纱的开发[J].棉纺织技术,2021,49(10):64-66.
文章摘自:吴改红,吴雨璇,刘淑强等.精梳大麻/棉赛络混纺纱的纺制与性能[J].上海纺织科技,2023,51(05):35-37.DOI:10.16549/j.cnki.issn.1001-2044.2023.05.066.
